
Можно ли наварить зуб на шестерне
Опубликовано: 20.04.2024
- Авторизуйтесь для ответа в теме
#1 PetrM
PetrM![]()
- Новичок
- Cообщений: 85

- Город: Новороссийск.
- Наверх
- Вставить ник
#2 Фунтик
Фунтик![]()
- Участник
- Cообщений: 1 431

- Наверх
- Вставить ник
#3 mehanik1102
mehanik1102![]()
- Участник
- Cообщений: 1 898

- Город: Северодонецк
Режете заготовку из болванки. Сталь 40Х.
Обрабатываете заготовку на токарном станке согласно чертежу.
Режете зубья. На том, что доступно.
Производите закалку. В масло.
Обрабатываете начисто посадочные поверхности.
При необходимости доводите зубья.
- Наверх
- Вставить ник
#4 Точмаш 23
Точмаш 23![]()
- Мастер
- Cообщений: 3 543

- Город: Юг России
- Наверх
- Вставить ник
#5 mehanik1102
mehanik1102![]()
- Участник
- Cообщений: 1 898
- Город: Северодонецк
Зубофрезерный станок. Стоял у нас не заводе. Оказался не нужен, сдали на лом. Кто то заработал.
Универсальный фрезерный станок - режем прямозубые шестерни. Косозубую пару недавно резали на стороне.
- Наверх
- Вставить ник
#6 Точмаш 23
Точмаш 23![]()
- Мастер
- Cообщений: 3 543
- Город: Юг России
Я вижу работу этих станков каждый день,но это серийное производство,а вот единичный заказ -с трудом представляю его выполнение,его стоимость,тем более,если это шестерни с косозубыми или криволинейными зубьями.Ты же прекрасно знаешь,что такое модуль зубчатого колеса и насколько это сложная работа.
- Наверх
- Вставить ник
#7 mehanik1102
mehanik1102![]()
- Участник
- Cообщений: 1 898
- Город: Северодонецк
С прямозубыми проще - модульная фреза, делительная головка и фрезеровщик предпенсионного возраста.
Под термообработку - муфельная печь.
- Наверх
- Вставить ник
#8 PetrM
PetrM![]()
- Новичок
- Cообщений: 85
- Город: Новороссийск.
- Наверх
- Вставить ник
#9 mehanik1102
mehanik1102![]()
- Участник
- Cообщений: 1 898
- Город: Северодонецк
- Наверх
- Вставить ник
#10 Точмаш 23
Точмаш 23![]()
- Мастер
- Cообщений: 3 543
- Город: Юг России
Приветствую всех!
Интересует информация по ремонту зубьев шестерни с правильной технологией: отпуск, наплавка ТИГом, фрезеровка и закалка с отпуском. Кто-нибудь исполнял подобное и опыт- "сын ошибок", тоже интересен? Материал наплавки? Хочется поменьше шишек набить!
По-видимому,надо еще раз вернуться к теме наплавки зубьев шестерен.Это была необходимость:японский трактор 1992 г.выпуска. Достать шестерни было нереально.Звонили во Владивосток-нет ничего,только в Японии искать.Обратились на Ростовский вертолетный - 50-70т.
Уговорили попробовать.Долго возился с ней.Внешне все идеально.Проработала шестерня два дня,потом благополучно накрылась,что было предсказуемо.Почему это происходит -подумайте,если что -то не поймете,я вам объясню.
Прикрепленные изображения
- Наверх
- Вставить ник
#11 mehanik1102
mehanik1102![]()
- Участник
- Cообщений: 1 898
- Город: Северодонецк
А так - присадку брать аналогичную по хим.составу металлу шестерни, варить в горячем состоянии. После сварки - отпуск в печи для снятия напряжений.
- Наверх
- Вставить ник
#12 PetrM
PetrM![]()
- Новичок
- Cообщений: 85
- Город: Новороссийск.
- Наверх
- Вставить ник
#13 Schlosser
Автономная ремонтная установка.

- Город: Мариуполь
Сообщение отредактировал Schlosser: 05 Май 2019 20:57
- Наверх
- Вставить ник
#14 Точмаш 23
Точмаш 23![]()
- Мастер
- Cообщений: 3 543
- Город: Юг России
Со шлицами проще. Коленвал Бычок.
Прикрепленные изображения
- Наверх
- Вставить ник
#15 mehanik1102
mehanik1102![]()
- Участник
- Cообщений: 1 898
- Город: Северодонецк
PetrM , Шлицы - это совсем не шестерни.
- Наверх
- Вставить ник
#16 Фунтик
Фунтик![]()
- Участник
- Cообщений: 1 431
- Наверх
- Вставить ник
#17 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
- Наверх
- Вставить ник
#18 Grim Reaper
Grim Reaper![]()
- Участник
- Cообщений: 392

- Город: Москва
По-видимому,надо еще раз вернуться к теме наплавки зубьев шестерен.Это была необходимость:японский трактор 1992 г.выпуска. Достать шестерни было нереально.Звонили во Владивосток-нет ничего,только в Японии искать.Обратились на Ростовский вертолетный - 50-70т.
Уговорили попробовать.Долго возился с ней.Внешне все идеально.Проработала шестерня два дня,потом благополучно накрылась,что было предсказуемо.Почему это происходит -подумайте,если что -то не поймете,я вам объясню.
Во Владике есть достаточно крупная разборка у Котамоты. В Японии не нужно искать. Покупаешь сервис мануал на свой трактор и запрашиваешь наличие и стоимость по коду в магазинах где говорят по английски. Я знаю 2 таких. Детали можно купить не только в Японии, но и в других странах. В поиске сильно могут помочь на Фермере.
Восстановление и изготовление новых шестерней - дело очень интересное и прибыльное, но не простое. Сам бы хотел освоить или найти вменяемого субподрядчика. Обычно у японцев шестерни не простые как по марке, так и по химико-термической обработке.
- Наверх
- Вставить ник
#19 Точмаш 23
Точмаш 23![]()
- Мастер
- Cообщений: 3 543
- Город: Юг России
Пластиковые шестеренки используются во многих несложных механизмах. Их можно встретить в детских игрушках, полезных инструментах для дома, в некоторых типах мелкой бытовой техники. Выгода от использования пластиковых шестеренок очевидна:
Содержание:- Материалы для работы
- Шаг 1. Обезжириваем поверхность
- Шаг 2. Готовим клей
- Шаг 3. Наносим клей
- Шаг 4. Даем клею подсохнуть
- Шаг 5. Формируем зубья шестерни
- Чем заменить эпоксидный клей

- просты в изготовлении;
- не требуют больших затрат на этапе производства;
- при грамотном использовании обладают хорошей износостойкостью.

Тем не менее, существуют факторы, способные привести к поломке пластиковых шестеренок. Вследствие сильных ударов или падения с высоты эти детали раскалываются. Даже если в ней появилась небольшая трещина, со временем она неизбежно приведет к расколу.
Принято считать, что подобные детали не подлежат восстановлению. Например, многие народные умельцы пытались исправить ситуацию при помощи обыкновенного суперклея, но он не приносил желаемого результата. Возникает вопрос: можно ли восстановить пластиковую шестеренку?

Подобные способы существуют, причем многие из них были опробованы на деле. Чтобы вы не теряли время понапрасну, мы собрали проверенные методы, которыми можно смело пользоваться.
Материалы для работы
Рассмотрим приспособления и материалы, которые пригодятся в ходе восстановления пластиковых деталей. Главный рабочий инструмент — двухкомпонентный клей. Он гораздо эффективнее суперклея, обладает превосходной адгезией и универсален в использовании.
Двухкомпонентный клей должен быть именно для пластиковых деталей. В противном случае состав может оказаться чересчур едким, агрессивным, что неизбежно приведет к деформации пластиковой поверхности.

Среди прочих приспособлений, необходимых в работе, понадобятся:
- обезжириватель — помогает устранить маслянистую пленку, снижающую адгезию между частями шестеренки;
- небольшая емкость, в которую можно поместить шестеренку для надежной фиксации;
- машинное масло — рекомендуется воспользоваться очищенным, но подойдет и любое другое.

Помимо этого, потребуются подручные средства, при помощи которых можно смешивать компоненты раствора, приготавливаемого далее, и накладывать его на поверхность шестеренки. Для этого можно воспользоваться небольшой деревянной щепой, зубной пастой или даже плотным куском картона. Работайте тем, что удобнее всего.
Шаг 1. Обезжириваем поверхность
Ключевой этап, требующий грамотного подхода. На пластиковых шестеренках зачастую остается смазочный материал, снижающий трение между деталями, предотвращающий износ подвижного механизма. Смазка играет важную роль в конструкции устройства, но не позволяет склеивать поломанные детали, поэтому необходимо удалить ее без остатка.
Выбирая обезжириватель, удостоверьтесь в оптимальном, неагрессивном составе. Едкие компоненты нередко приводят к «вскипанию» пластика: поверхность пузырится, деформируется, портится. Даже обыкновенный ацетон порой оказывается очень токсичным, едким.

Устранить жирные вещества без остатка можно следующим способом:
- набираем в тару теплую воду;
- помещаем шестеренку;
- добавляем средство, растворяющее жир;
- ждем некоторое время;
- проходимся по поверхности шестеренки щетиной зубной щетки.
Даже после первой процедуры можно заметить, что поверхность стала чище, пропала характерная скользкость. Просушив деталь, можно приступать к следующему этапу.
Шаг 2. Готовим клей
Двухкомпонентный клей — лучший выбор для ремонта пластиковых деталей. Для этого необходимо:

- выдавить клей из обоих тюбиков строго по пропорциям, указанным на упаковке;
- перемешать в однородную пасту при помощи щепы в какой-нибудь удобной таре.
Когда консистенция полученной пасты будет напоминать сметану, можно приступать к последующим работам.
Шаг 3. Наносим клей
Здесь рекомендуется быть предельно осторожным. Клей следует наносить аккуратно на поверхность, которую необходимо отремонтировать, стараясь не касаться других элементов шестеренки. В противном случае остатки клея, затвердев, образуют подтеки.
Если деталь небольшая, то можно воспользоваться обыкновенной зубочисткой. Ее острие достаточно тонкое, но при этом помогает нанести нужное количество полученной клеевой массы на скол пластиковой детали.

Чтобы эффект склейки был наилучшим, рекомендуется равномерно нанести двухкомпонентный клей на всю поверхность, которую требуется отремонтировать. Пасту следует накладывать без излишков, тонким слоем, поскольку при соединении осколки будут вытеснять вещество из стыков и по краям образуются рубцы.
Шаг 4. Даем клею подсохнуть
Крайне важно правильно и надежно зафиксировать деталь, чтобы на нее в ходе просушки не приходились нагрузки. Можно использовать небольшую струбцину или даже пассатижи (накинув на ручки обыкновенную денежную резинку, получаем надежный фиксатор).

Фиксация склеенной детали
Усилие не должно быть чересчур большим, поскольку иначе осколки могут сместиться и склеятся некачественно.
Проследите, чтобы места стыка не соприкасались с другими поверхностями, поскольку это неизбежно приведет к приклеиванию. Подобное чревато еще большим повреждением шестеренки.
Шаг 5. Формируем зубья шестерни
Еще один этап, требующий внимания и осторожности. Если зубья в месте излома были безвозвратно повреждены (раскололись на мелкие осколки), можно попытаться сформировать их самостоятельно. Для этого нужно:
- смазать шестерню машинным маслом;
- вставить в механизм на прежнее место;
- собрать узел целиком;
- продавить другой шестерней выемки, прокручивая детали по оси.
Этот нехитрый процесс помогает сделать на шестеренке практически идентичные зубья, после чего она полностью готова к работе. Еще раз проверив работоспособность механизма и собрав его, можно смело приступать к работе.
Чем заменить эпоксидный клей
Приведенный выше способ хорош тем, что он был неоднократно проверен и считается надежным. Однако нередко возникают случаи, когда под рукой нет качественного двухкомпонентного клея. Чем же можно заменить его и существуют ли аналоги?
Как один из вариантов, можно воспользоваться обыкновенной эпоксидной смолой, смешанной со специальным отвердителем. Она быстро формируется и отличается превосходной податливостью, что при должном умении позволяет в точности повторить родные зубцы сломанной шестеренки.

Чтобы усилить эффект, рекомендуется добавить в эпоксидную смолу, тщательно приготовленную в точности по инструкции, сухой цемент в пропорции 2:1. Хорошенько размешав смесь, можно получить настолько крепкий состав, что он поможет полностью восстановить сломанную пластиковую шестеренку.
Теперь вы знаете, как использовать двухкомпонентный эпоксидный клей и его аналоги для ремонта пластиковых деталей. Если вам потребовалась помощь людей, имеющих дело с подобным, напишите об этом в комментарии. Так вы сможете спросить ценный совет у тех, кто уже ремонтировал пластиковые шестеренки и имеет опыт в данной сфере.
Восстановление зубьев сваркой (наплавкой) является одним из наиболее применимых для крупномодульных зубчатых колес. При этом способе изношенную часть зуба или зубьев наплавляют металлом, например сормайтом (рис. 35,а). Частично или полностью сломанные зубья восстанавливают путем наплавки ремонтируемого участка с помощью опоки (рис. 35,б). Нагретый песок в опоке способствует медленному остыванию наплавленного участка. Наплавку одного или нескольких зубьев можно производить с помощью медных шаблонов (рис. 35,в). Медь хорошо проводит тепло. В отдельных случаях изготовляют вставку, которую приваривают к ободу колеса (рис. 35,г). После наплавки (приварки) зуб или зубья обрабатывают на нужный размер.
Зубья широких колес целесообразно восстанавливать «солдатиками» (рис. 35,д), которые устанавливаются на резьбе в предварительно подготовленный обод колеса, а потом наплавляются. Иногда вместо сломанного зуба целесообразно установить «башмак» (рис. 35, е) или вставку (рис. 35,ж). Это делается в том случае, если ремонт наплавкой невозможен. Трещины на венце, спице или ступице у стальных колес обычно заваривают. Крупные чугунные зубчатые колеса с трещинами ремонтируют накладками с винтами (рис. 35, з). При наличии на ступице колеса трещин выполняют проточку ступицы с двух сторон и запрессовку колец-бандажей (рис. 35,и).

Рис 35 - Способы ремонта тихоходных зубчатых колес
Материал наплавляемых зубьев, накладок и бандажей выбирают в соответствии с условиями ремонта и работы механизма.
Ремонт быстроходных зубчатых колес осложнен тем, что, как правило, поверхность зубьев этих колес, подвергнутых термической и химико-термической обработке, имеет высокую твердость. Это не позволяет использовать способы ремонта с применением высоких температур (сварка, наплавка), так как местный нагрев при ремонте вызовет структурные изменения в металле и резко ухудшит механические свойства ремонтируемых участков колес. Поэтому изношенные или сколотые зубья быстроходных зубчатых колес обычно не ремонтируют, а если необходимо, то заменяют у колеса весь зубчатый венец.
Последовательность ремонта зубчатого колеса
Примерная технологическая последовательность ремонта зубчатого колеса со шлицевым отверстием может быть предложена следующей;
- Промыть зубчатое колесо, сняв его со шлицевого вала ремонтируемого механизма.
- Зачистить центра шлицевого вала, снятого с ремонтируемого механизма.
- Обточить (сточить) зубчатый венец колеса на токарном станке.
- Установить зубчатое колесо на снятый с механизма шлицевой вал и закрепить его от осевого смещения,
- Установить шлицевой вал с колесом (сборку) в центрах токарного станка и обточить колесо на диаметры 160j7 и 130ja6 (рис. 36,а).
- Выточить кольцо по чертежу (рис. 36,б), выдержав размеры поверхностей 1, 2, 3, 4.
- Установить кольцо на ступицу и в сборке сверлить шесть отверстий под резьбу М10.
- Разобрать детали и рассверлить в кольце отверстия под развертку ø10G7.
- Точить винты М10, l = 16 мм с резьбовой частью lр= 10 мм; цилиндрическая часть винта 010g6.
- Развернуть в кольце отверстия 01OG7.
- Собрать детали, соединив их винтами.
- Установить собранное колесо на шлицевой вал и закрепить от осевого смещения.
- Установить сборку в центрах токарного станка, обточить колесо начисто до ø216f7, торцевать, снять фаски 2 и 3 (рис. 36,в).
- Установить сборку на зуборезный станок и нарезать зубья (рис. 36,г).
- Снять зубчатое колесо со шлицевого вала.
- Закалить зубчатый венец ТВЧ.
- Обкатать зубчатое колесо.

Не секрет, что пластмассовые шестерни все больше вытесняют металлические аналоги в бытовых приборах, автомобилях, медицинском и промышленном оборудовании и не только. Но у них один недостаток – они менее прочные, чем металлические аналоги. Что делать, если у шестеренки в машине или бытовом приборе сточились или сломались зубья? Ведь так не хочется тратить деньги на новую. Тем более, что точно такую деталь не всегда легко найти. Мы расскажем вам, как продлить срок службы пластмассовой шестерни.
Содержание:
Материалы для работы
Для того, чтобы восстановить пластмассовую шестерню, вам понадобятся:
- двухкомпонентный эпоксидный клей для пластика;
- старая зубная щетка;
- обезжириватель;
- емкость, в которой может полностью поместиться шестеренка;
- картонка и палочка для смешивания компонентов клея;
- машинное масло.
Шаг 1. Обезжириваем поверхность
В небольшую емкость наливаем теплую воду и добавляем в нее растворитель жира. С помощью зубной щетки тщательно моем поврежденную шестеренку, чтобы клей лучше схватился. Споласкиваем под проточной водой. Даем шестеренке полностью высохнуть.
Шаг 2. Готовим клей
Выдавливаем из одного, а затем из другого тюбика необходимое количество клея в пропорциях, указанных в инструкции и смешиваем компоненты с помощью палочки. Если получился жидкий клей, то нужно дать время, чтобы он немного загустел до консистенции домашней сметаны. При этом он должен остаться пластичным. Не забываем помешивать его.

Шаг 3. Наносим клей
Когда клей достигнет нужной консистенции, наносим его с помощью палочки на поврежденный участок шестеренки.

Следим за тем, чтобы были хорошо обработаны все поврежденные части шестеренки.
Шаг 4. Даем клею высохнуть
Для этого кладем шестерню так, чтобы обработанная клеем поверхность оказалась сверху и ни с чем не соприкасалась. Можно что-то подложить под нижнюю часть, так чтобы шестерня оставалась в зафиксированном положении.

Чтобы ускорить процесс высыхания клея, можно воспользоваться обычным бытовым или же строительным феном.

В результате мы получили заготовку, из которой будем восстанавливать поврежденный участок шестерни.

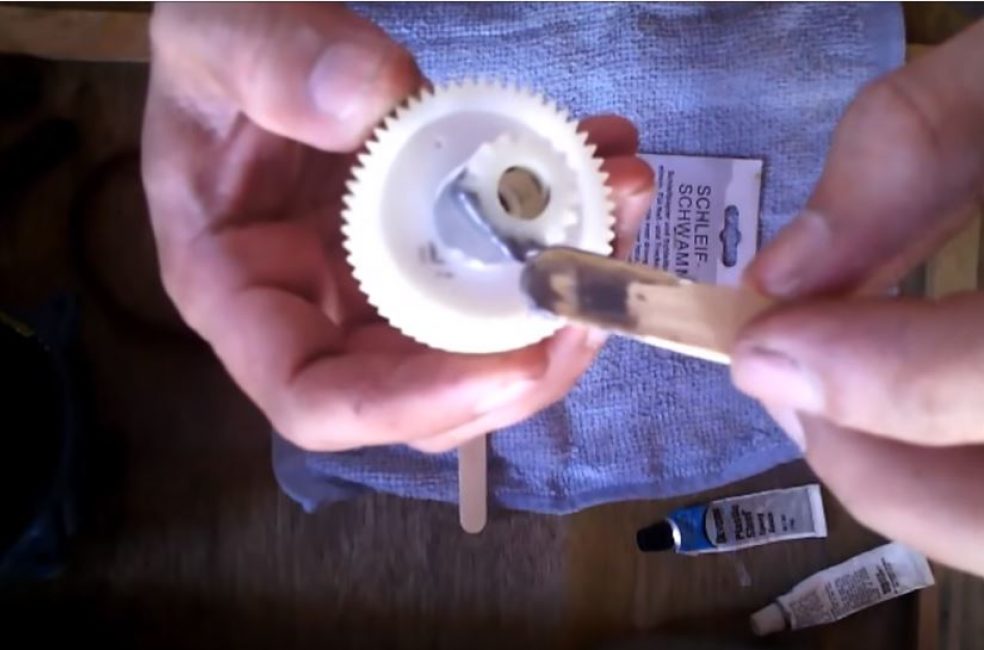
Шаг 5. Формируем зубья шестерни
Берем часть механизма, в котором использовалась поврежденная шестерня. Обрабатываем шестерню, с которой в процессе работы соприкасалась сломанная деталь, машинным маслом или солидолом.

Надеваем поврежденную шестерню на прежнее место.
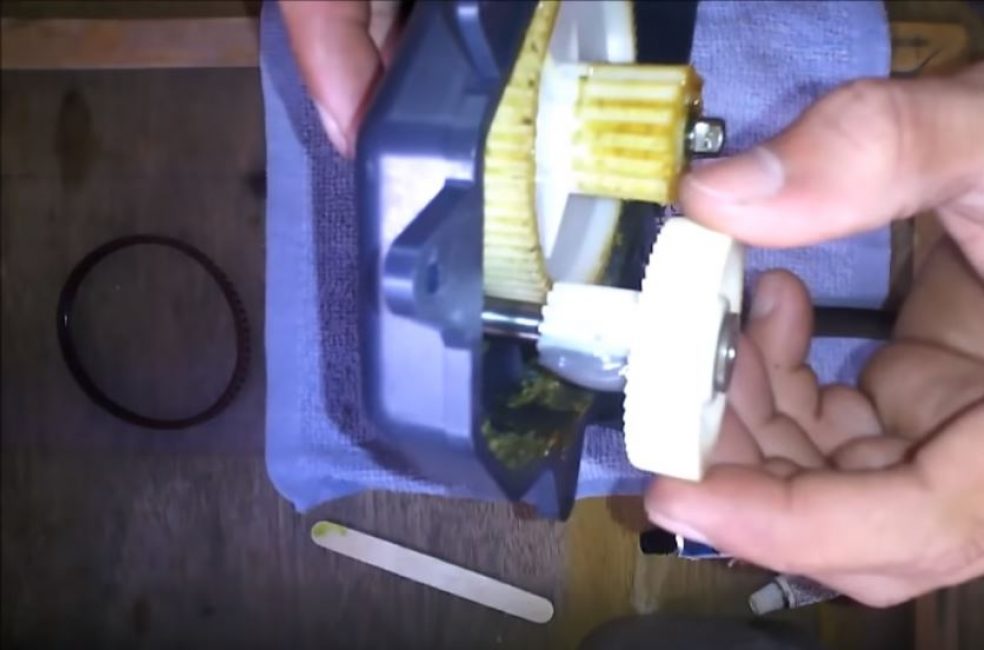
Вращая заготовку вокруг оси то в одну, то в другую сторону, прокатываем ее по обработанной маслом шестерне, тем самым формируя зубья.

В результате получаем полноценную шестерню.

ВИДЕО: Простой способ восстановления пластиковой шестерни
Простой способ восстановления пластиковой шестерни
Как восстановить пластмассовую шестерню ⚙️ своими руками: простой, но действенный способ
Термическая обработка тяжелонагруженных шестерен
А. А. БОРИСОВ
Коломенский тепловозостроительный завод
ISSN 0026-0819. «Металловедение и термическая обработка металлов», № 4. 1965 г.
При обработке бокового профиля зубьев шлифование и даже полирование дна впадин после термической обработки приводит к появлению в опасной зоне продольных рисок, т. е. снижает нагрузочную способность шестерен. Поэтому обработка и отделка дна впадин должны полностью завершиться до термической обработки. Перед термической обработкой на дне впадин необходимо полированием полностью устранить продольные обработочные риски.
Выкружки отделывают до термической обработки полированием с помощью пальцевого круга до полного исчезновения продольных обработочных рисок, возникающих после нарезания зубьев. Применение таких выкружек очень эффективно: нагрузочная способность шестерен повышается на 47-58 %. Таким образом, повышается усталостная прочность шестерен.
В период цементации и закалки в опасном сечении корня зубьев возникают остаточные напряжения; на поверхности зубьев, а также на глубине в зоне цементованного слоя возникают относительно большие напряжения сжатия, а в сердцевине зуба — относительно небольшие растягивающие напряжения. Напряжения от прилагаемой нагрузки и остаточные напряжения, возникающие при цементации и закалке, перераспределяются так, что в опасном сечении корня зубьев повышается усталостная прочность и нагрузочная способность шестерен.
При шлифовании зубьев без выкружки (по всему профилю с захватом дна впадин и переходных кривых) с поверхности зубьев удаляется часть цементованного слоя, и в результате этого на шлифованной поверхности корня зубьев сохраняются остаточные напряжения уже меньшей величины, а если съем металла у корня зубьев велик (при значительном колебании припуска у дна впадин), остаточные напряжения сжатия на поверхности могут быть полностью устранены.
Усталостная прочность зубьев при термической обработке шестерен из цементуемых хромоникелевых сталей не повышается.
На поверхности опасной зоны корня зубьев при шлифовании возникают остаточные растягивающие напряжения, снижающие усталостную прочность шестерен по изгибу зубьев. Выкружка предохраняет корень от касания его поверхности шлифовальным кругом при шлифовании зубьев, и на этой поверхности сохраняется весь цементованный слой.
На нашем заводе шестерни изготовляют из сталей 12ХНЗА и 18Х2Н4ВА диаметром 100-600 мм, с высотой зуба 50-218 мм, с модулем 5 и 8; глубина цементации 1,5-1,9 мм на шестернях с модулем 5 и 1,8-2,2 мм на шестернях с модулем 8. Твердость поверхности составляла HRC 58-62, сердцевины менее НВ 241 для стали 12ХНЗА и не менее НВ 321 для стали 18Х2Н4ВА. Шестерни по форме и размерам самые разнообразные — венцы, типа венцов, со ступицей, без ступицы, типа валиков и др.
Цикл термической обработки шестерен представлен на рис. 1. Большое значение имеет симметричное расположение отверстий в детали, обеспечивающее при закалке уравновешивание возникающих напряжений. Для уменьшения коробления в некоторых случаях шестерни желательно делать составными (сборными) — раздельно венец и ступицу.

Рис.1. Схема термической обработки шестерен: а — из стали 12ХНЗА; б — из стали 18Х2Н4ВА.
При сохранении геометрии цементованных шестерен вызывает затруднения установление излишне большой глубины цементованного слоя, так как удлинение цементации повышает коробление.
Завышенные требования по механическим свойствам (HRC 58-62 и 50-56) вынуждают прибегать к повышенной скорости охлаждения, что у сложных деталей увеличивает коробление. На уменьшение коробления большое влияние оказывает снятие внутренних напряжений: для стали 12ХНЗА применяется нормализация, для стали 18Х2Н4ВА — отпуск предварительно обработанных шестерен.
Для получения шестерен без коробления необходим равномерный нагрев в печи, зависящий от положения деталей в печи при цементации (рис. 2) и нагрева под закалку; это особенно важно для шестерен диаметром 400-600 мм с высотой зуба 218 мм и для шестерен резко переменного сечения (толщина венца 218 мм, толщина диска 40 мм).

Рис.2. Приспособление для цементации шестерен.
Наиболее рациональным путем предотвращения или снижения коробления шестерен при нагреве является применение соляных ванн. При погружении детали в расплавленную соль на детали образуется тонкая корочка закристаллизовавшейся соли, резко снижающей коэффициент теплопередачи, предохраняющей деталь от теплового удара, увеличивающего коробление.
Одним из современных методов закалки шестерен, обеспечивающий минимальное коробление, является ступенчатая закалка. Мартенситное превращение при ступенчатой закалке начинается одновременно по всему сечению детали, что устраняет появление, напряжений.
На заводе освоена ступенчатая закалка шестерен весом до 10 кг, диаметром до 260 мм, с высотой зуба не более 50 мм; в среднем коробление по диаметру не превышает 0,1 и 0,15 мм. Брака по короблению таких шестерен почти не было.
Исследования показали, что изделия в аустенитном состоянии при температуре выше АС3, никогда не восстанавливают свою форму в той степени, как при ступенчатой закалке, когда аустенит находится при более низких температурах. Одной из причин этого является внезапное разупрочнение во время мартенситного превращения, сопровождаемое повышением твердости с одновременным снижением сопротивления изгибу и упругих свойств деталей. Наибольшие пластические свойства возникают в завершающей стадии мартенситного превращения, по-видимому, в результате разновременности превращения в разных точках изделия.
Для снижения коробления шестерен особенно благоприятным является сочетание ступенчатой и фиксирующей закалки, т. е. закалка в штампах или на оправках. Наибольшая деформация происходит к концу мартенситного превращения, но в это время шестерня оказывается зафиксированной. В результате разупрочнения деталь на некоторое время становится более пластичной и принимает форму приспособления (штампа или оправки). Первоначальная конструкция штампа — переход от венца к диску не под прямым углом — не оправдала себя.
Дальнейшее усовершенствование штампа и обработка профиля шестерни (переход от венца к диску строго под углом 90°) позволило производить закалку в штампах на оправках (для стали 18Х2Н4ВА) с минимальным короблением.
Положительные результаты дает фиксирующая закалка на оправках и в штампах, создающих натяг при остывании шестерни (например, размер шестерни 329,8А, размер штампа 330); натяг по сравнению с относительным линейным удлинением невелик: 0,2-0,3 мм на диаметр 300-500 мм. Правда, этот опыт нуждается в более тщательном и детальном подтверждении.
Оправки, показанные на рис. 3, не позволяют проводить разборку после фиксирующей закалки и обеспечивают надежность и безопасность в работе.

Рис.3. Оправка для воздушной закалки крупных венцов и шестерен из стали 18Х2Н4ВА: 1 — разрезная оправка; 2 — конус.
Одним из основных мероприятий по борьбе с короблением является замена высокотемпературной (первой) закалки нормализацией — для стали 12ХНЗА и ее исключение (вернее, сочетание с охлаждением после разовой цементации) для стали 18Х2Н4ВА. Ведь коробление при закалке цементуемых деталей аналогично короблению однородной стали с ограниченной прокаливаемостью.
Применение даже самых совершенных методов закалки не может привести к нулевым короблениям. Практика показала, что отработка технологии закалки шестерен сложной формы с минимальным короблением должна производиться на изделиях, так как величина и характер коробления определяются сложностью геометрической формы. Для борьбы с короблением необходимо систематическое наблюдение за короблением и деформацией деталей при термической обработке с использованием статистических методов контроля.
Читайте также: