
В случае поломки или выкрашивание хотя бы одного зуба ножовочного полотна необходимо
Опубликовано: 22.04.2024
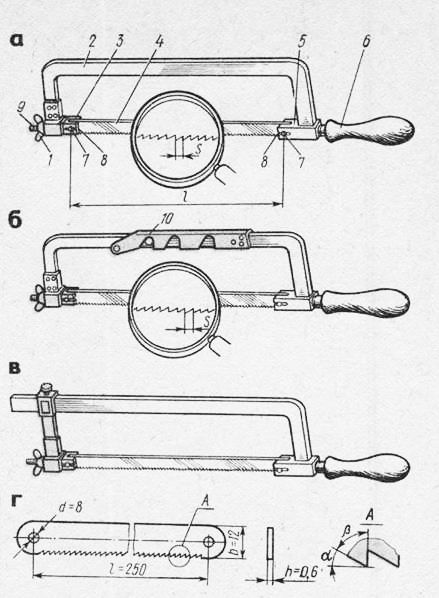
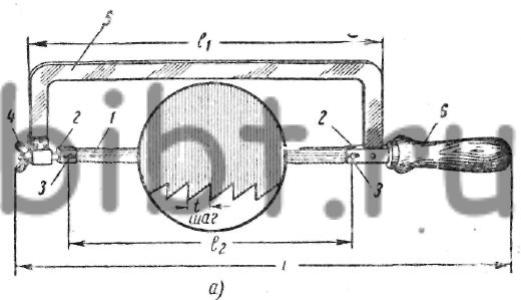
Ручная ножовка - инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная ножовка (рис. 117, а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и ручкой 6, а на другом конце - подвижная головка 3 с натяжным винтом и гайкой (барашек) 7 для натяжения полотна. В головках 5 и 3 имеются прорези ?, в которые вставляют ножовочное полотно и крепят штифтами 7.
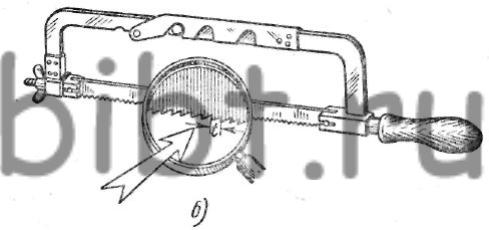
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко), либо с раздвижными (рис. 117,6), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем (рис. 117,я) состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями или штифтами и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61-64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 117, г). Наиболее часто применяют ножовочные полотна для ручных ножовок длиной I - 250 - 300 мм, высотой b - 12 и 16 мм, толщиной h - 0,65 и 0,8 мм.
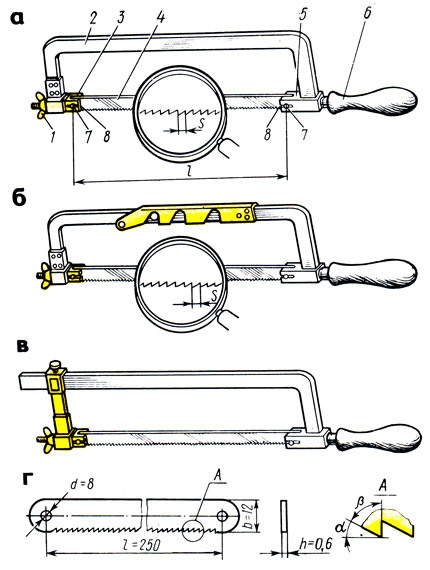
Рис. 117. Ручная ножовка (станок): а - цельная, б - раздвижная, в - с передвижным держателем, г - ножовочное полотно; 1 - гайка-барашек, 2 - рамка (станок), 3 - подвижная головка, 4 - ножовочное полотно, 5 - неподвижная головка, 6 - хвостовик с ручкой, 7 - штифты, 8 - прорези
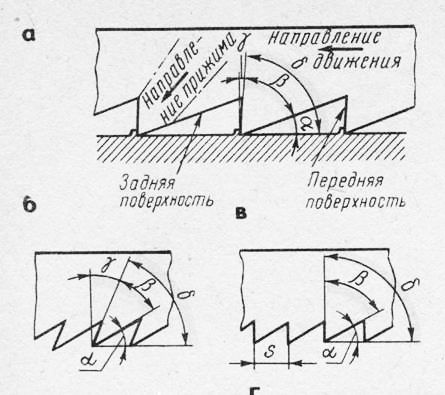
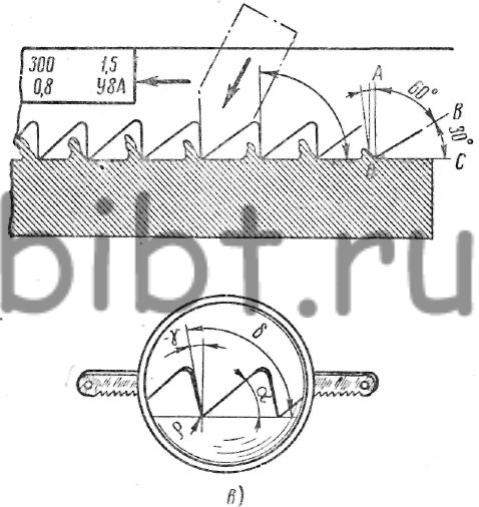
Рис. 118. Элементы зуба ножовочного полотна: а - зубья ножовочного полотна; передний угол зубьев: б - положительный, в - равный нулю, г - отрицательный; S - шаг
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол а, угол заострения Р, передний угол у и угол резания 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила (рис. 118, а). Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага S зуба (рис. 118, в).
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым (рис. 118, в), положительным (рис. 118, б) или отрицательным (рис. 118, г).
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для резания металлов различной твердости углы заострения зубьев ножовочного полотна делаются: передний γ = 0 - 12°, задний α = 35 - 40°, заострения β = 43 - 60°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3-1,6 мм, при котором на длине 25 мм насчитывается 17 -20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы - 16 зубьев; средней твердости закаленная сталь - 19 зубьев; чугун, инструментальная сталь - 22 зуба; твердая, полосовая и угловая сталь - 22 зуба.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее 2 - 3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
В зависимости от величины шага S разводку делают по полотну и по зубу.
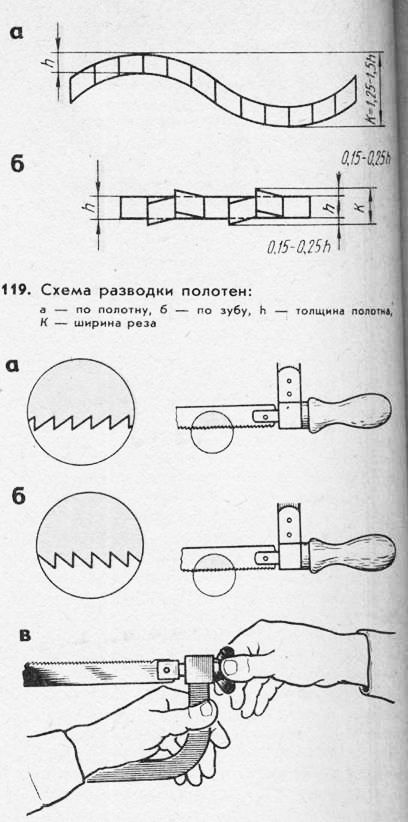
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой) (рис. 119, а), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 - 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (рис. 119, б) (гофрированный развод). При этом разводе при малом шаге зубьев 2 - 3 зуба отводят вправо и 2 - 3 влево. При среднем шаге отводят один зуб влево, второй - вправо, третий не отводят. При крупном шаге отводят один зуб влево, а второй вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки (рис. 120 а), а не к ручке (рис. 120, б). При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижнрго штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом.
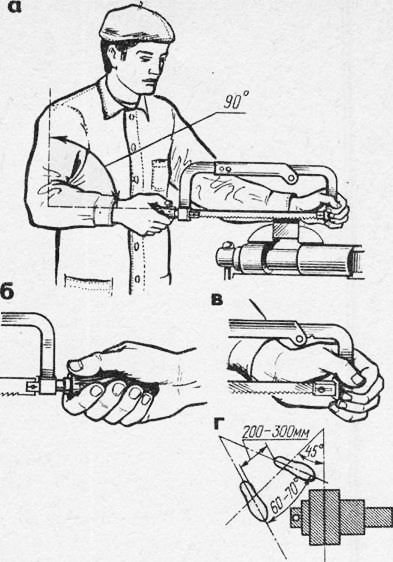
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета (рис. 121). Левую ногу (рис. 121, г) несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Правая нога должна быть повернута по отношению к левой на угол 60 - 70°.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 121,6). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки (рис. 121, в).
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
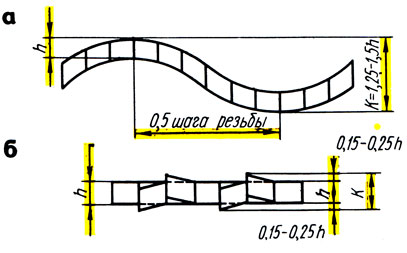
Рис. 119. Схема разводки полотна: а - по полотну, б - по зубу; h - толщина полотна, К - ширина реза
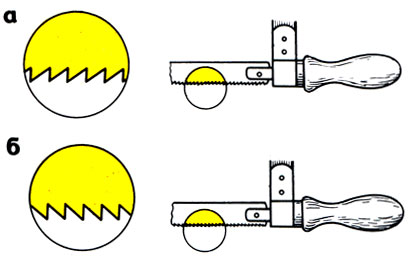
Рис. 120. Установка ножовочного полотна: а - правильно, б - неправильно
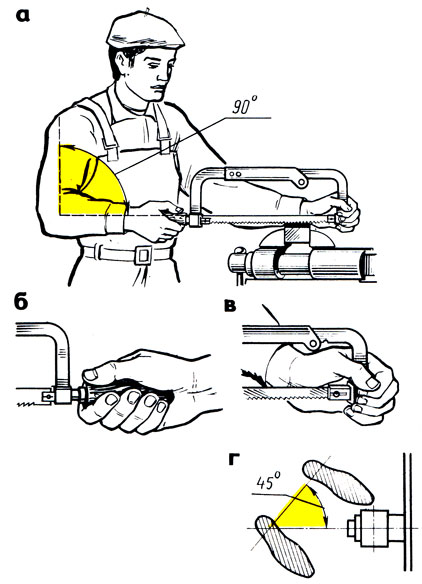
Рис. 121. Положение при работе: а - oкорпуса и ножовки, б - правой руки, в - левой руки, г - ног
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила:
короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
в работе должно участвовать все ножовочное полотно;
работают ножовкой не спеша, плавно, без рывков, делая не более 30 - 60 двойных ходов в минуту (твердая сталь - 30 - 40, средней твердости сталь - 40 - 50, мягкая сталь - 50 - 60).
При более быстрых темпах скорее наступает утомляемость, и, кроме того, полотно нагревается и быстрее тупится;
перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезают только новыми полотнами, так как даже мало изношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекращают, удаляют из при пила остатки сломанного зуба, полотно заменяют новым или стачивают на станке 2 - 3 соседних зуба и после этого продолжают работу.
Разрезаемый металл прочно закрепляется в слесарных тисках. Расстояние между тисками и корпусом работающего должно быть таким, чтобы при исходном положении ножовки перед резкой плечевая часть правой руки располагалась вертикально, корпус рабочего должен быть прямым. Правое плечо должно находиться против винта тисков, корпус развернут вправо под углом 45° (рис. 113, а). Упор надо делать на левую ногу, правая нога принимает на себя всю тяжесть тела. Ступни располагают под углом 60—70° одна к другой (рис. 113,б).

Рис. 113. Работа ручной ножовки:
а — положение корпуса, б — положение ног, в — захват ручки правой рукой. г — захват ручки левой рукой
Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают на нее сверху вдоль ручки, остальными пальцами поддерживают ее снизу), конец ручки упирают в ладонь (рис. 113, в). Не следует вытягивать указательный палец вдоль ручки и слишком развертывать кисть вправо или влево. Не следует делать глубокий захват ручки, при котором конец ее торчит из кисти, а не упирается в центр ладони. Левой рукой следует держать рамку ножовки, так как показано на рис. 113, г.
Нажимать на станок нужно обеими руками, но наибольшее усилие давления должно производиться левой рукой, а правой рукой осуществляется главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого хода, когда ножовка перемещается назад по направлению к работающему.
При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила:
- выбирать ножовочное полотно, сообразуясь с разрезаемым материалом (твердостью, размерами, формой материала);
- вставлять полотно в прорези рамки так, чтобы острие зубьев было направлено от рукоятки. Полотно не следует натягивать слишком сильно или слабо;
- при длинных пропилах надо выбирать ножовочное полотно с крупным шагом зубьев, а при коротких пропилах — с мелким шагом;
- короткие заготовки следует резать по наиболее широкой их стороне. При резании проката углового, таврового и швеллерного профилей лучше изменить положение заготовки, чем резать по узкой стороне;
- в работе должно участвовать все ножовочное полотно;
- работать ножовкой следует не спеша, плавно, без рывков, делая не более 30—60 двойных ходов в минуту. При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится;
- не доходя до конца распила, следует ослабить нажим на ножовку, так как при сильном нажиме ножовочное полотно не отрезает, а ломает металл и может сломаться;
- при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки пропила детали рекомендуется периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
- латунь и бронзу следует разрезать только новыми полотнами, так как даже мало изношенные полотна не режут, а скользят;
- в случае поломки или выкрашивания хотя бы одного зуба работу следует немедленно прекратить, удалить из пропила остатки сломанных зубьев и заменить полотно новым, либо сточить на точиле еще 2—3 соседних зуба и только после этого продолжать работу.
Резка круглого металла. На разрезаемой заготовке предварительно делают разметочную риску. Зажимают в тисках в горизонтальном положении и для направления ножовки трехгранным напильником по риске делают неглубокий пропил.
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух-четырех сторон, а затем его отламывают либо зажав в тисках, либо с помощью молотка, которым наносят удары по прутку, заготовка при этом устанавливается на подкладки.
Резка полосового и квадратного металла. Заготовку закрепляют в тиски и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки. В начале операции ножовку немного наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки (рис. 114).

Рис. 114. Приемы резки заготовок с широкими сторонами
Более рациональным считается резка полосового материала не по широкой, а по узкой стороне. Это, однако, можно сделать только в том случае, когда ширина стороны больше, чем 2,5 шага зубьев полотна.
При резке полосы вдоль и при глубоких резах ножовочному полотну в рамке придают боковое положение (рис. 115, а). Для этого полотно переставляют в боковые прорези головок рамки. При таком положении ножовки работать нужно очень осторожно, так как при перекосе рамки ножовочное полотно может сломаться.

Рис. 115. Резание металла:
а — ножовкой глубоких прорезей, б — ножовкой тонких листов, в — лобзиком криволинейных и угловых прорезей
Резка тонкого листового и профильного металла. Заготовки детали из тонкого листового материала зажимают между деревянными брусками по одной или по нескольку штук и разрезают вместе с брусками (рис. 115, б).
Резка по криволинейным контурам. При резке по криволинейным контурам ножовочное полотно стачивают до ширины 8—10 мм и закрепляют в рамке, придав ему предварительно такое же боковое положение, как и при выполнении глубоких резов (рис. 115,в). Пользуются также пилками для лобзика.
Чтобы вырезать в металле (листе) фасонное окно (отверстие) просверливают или вырубают отверстия диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через такое отверстие полотно, закрепляют его в рамке и производят резку по заданному направлению.
Шлицы более крупных размеров прорезают обыкновенными ножовками с одним или двумя сцепленными вместе полотнами (в зависимости от ширины шлицев).

2015-10-13

1899




![]()
![]()
Ручная ножовка. (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, атакже для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ.
Ножовочное полотнопредставляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обеих рёбрах. Полот-
на изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61…64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250…300мм, высота b=13 и 16мм, толщина h=0,65 и 0,8мм.
Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0…12 градусов; а задний угол зубьев равен 35…40 градусов; угол заострения равен 43…60 градусов.
Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух – трёх зубьев. Во избежании заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца.
Подготовка к работе ножовкой.Перед работой ножовкой прочно закрепля-
ют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких – с мелким.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно.
Положение корпуса работающего. При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60…70 градусов при определённом расстоянии между пятками.
Положение рук (хватка).Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки.
Работа ножовкой. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук.
В процессе резки осуществляется два хода – рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
Короткие заготовки резать на наиболее короткой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение
заготовки, чем резать по узкой стороне;
в работе должно участвовать всё ножовочное полотно;
при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно пи резке вязких металлов;
латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два – три соседних зуба; после этого можно продолжить работу.
Обработка дерева и металла

Резка металла ножовкой
Резка металла ножовкой
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол ,а , угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 —1,6 мм, при котором на длине 25 мм насчитывается 17 — 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16, средней твердости закаленная сталь — 19, чугун, инструментальная сталь — 22, твердая, полосовая и угловая сталь — 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три — влево. При среднем шаге отводят один зуб влево, второй — вправо, третий — не отводят. При крупном шаге отводят один зуб влево, а второй — вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 — 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов:
– рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
– в работе должно участвовать все ножовочное полотно;
– работают ножовкой не спеша, плавно, без рывков, делая не более 30 —60 двойных ходов в минуту (твердая сталь — 30—40, сталь средней твердости — 40 — 50, мягкая сталь – 50-60).
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится:
– перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
– при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
– латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
– в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.
Широко применяется для разрезания толстых листов, полосового, круглого и профильного металла. Ножовка (рис. 99, а) состоит из рамки 5, ручки 6, ножовочного полотна 1. Полотно вставляется в рамку концами в прорези головок 2. После этого в отверстие полотна и отверстие головки вставляют штифты 3 и полотно натягивают, завинчивают барашковую гайку 4.
Ножовочное полотно должно быть закреплено в рамке так, чтобы зубья резали металл при движении ножовки вперед. Полотно не следует натягивать слишком сильно или слишком слабо, так как в первом случае оно может быстро поломаться, а во втором будет изгибаться и тоже ломаться.
Ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали У8, У8А, У9, У9А, У10, на одной стороне которой по всей длине нарезаны зубья (рис. 99, в).
а - жесткие: 1 - ножовочное полотно, 2 - головка, 3 - штифты, 4 - барашковая гайка, 5 - рамка, 6 - ручка; б - ножовка с раздвижной спинкой (рамкой); в - конструкция ножовочного полотна
Разводку у ножовочных полотен с крупным зубом (шагом) делают по очереди: один зуб отводят вправо, а другой влево.
У ножовочных полотен с мелким зубом делают волнистую разводку: 2-3 зуба отводят влево, 2-3 зуба - вправо. У ножовочных полотен со средним зубом разводку делают так: один зуб отводят влево, другой вправо, а третий не разводится и т. д.
Ножовочное полотно обозначается условными цифрами, наносимыми на нерабочей части полотна. Верхняя цифра слева (300) указывает длину, а нижняя (0,8) - толщину ножовочного полотна. Верхняя цифра справа (1,5) указывает шаг зубьев, а нижняя (У8А) - марку стали.
Размер ножовочного полотна определяется по расстоянию между центрами отверстий. Наиболее часто применяют ножовочные полотна длиной 250-300 мм, шириной 12-15 мм и толщиной 0,6-0,8 мм.
Ножовочные полотна изготовляют с разным количеством зубьев -от 14 до 32 на каждые 25 мм полотна. Величину зубьев выбирают в зависимости от твердости разрезаемого материалла, его формы, размеров. Чем тверже металл, тем мельче должен быть зуб ножовочного полотна. Для резки твердых материалов (стали, чугуна) применяют ножовочное полотно с числом зубьев 16- 18 на длине 25 мм; для резки тонких листов - 24- 32 зуба, а для резки полосового металла - 22-24 зуба. Чем толще разрезаемое изделие, тем крупнее должны быть зубья, и, наоборот, чем тоньше изделие, тем мельче должны быть зубья ножовочного полотна.
Ножовочные рамки (рис. 99, б) изготовляют либо с постоянной длиной (для ножовочного полотна определенной длины), либо с раздвижной спинкой, которая допускает закрепление ножовочного полотна различной длины.
При работе ножовкой необходимо выполнять следующие правила:
1) выбирать ножовочное полотно, сообразуясь с разрезаемым материалом (твердостью, размерами, формой);
2) вставлять полотно в рамку так, чтобы острие зубьев было направлено в сторону рабочего хода. Полотно натягивать туго, чтобы оно не изгибалось во время работы;
3) в случае поломки или выкрашивания хотя бы одного зуба работу следует немедленно прекратить, удалить остатки поломанных зубьев и зашлифовать поврежденное место на заточном станке;
4) в работе должно участвовать все полотно ножовки;
5) работать ножовкой следует не спеша, делая не более 30- 60 ходов в минуту. При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее срабатывается. Двигать ножовку нужно плавно, без рывков;
6) не доходя до конца распила, следует ослабить нажим на ножовку, так как при сильном нажиме ножовка не отрезает, а отрывает металл и может сломаться;
7) при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки разрезаемой детали рекомендуется изредка смазывать полотно минеральным маслом или густым салом;
8) латунь и бронзу следует разрезать только новыми полотнами, так как даже легко изношенные полотна не режут, а скользят.
Читайте также: