
Вид зуба пилы для продольного пиления
Опубликовано: 15.04.2024

Пиление древесины. Общие сведения
1. Характеристика процесса пиления
Пиление – это процесс деления древесины пилой на объемные недеформированные части путем превращения в стружку объема древесины между этими частями.
Пила – многолезвийный режущий инструмент, который работает в закрытом пропиле. Пропил – это щель, образующаяся в древесине при срезании зубьями узких стружек (опилок). У пропила различают боковые стенки и дно, с которым взаимодействуют лезвия (зубья).
2. Классификация видов пиления
Пиление древесины классифицируют по нескольким признакам.
В зависимости от положения плоскости пилы по отношению к волокнам древесины различают пиление продольное, поперечное и смешанное.
При продольном пилении плоскость пилы расположена параллельно или приблизительно параллельно волокнам древесины. По принципу продольного пиления работают лесопильные рамы, круглопильные и ленточнопильные станки, на которых распиливают бревна и брусья на доски, раскраиваются пиломатериал по ширине или по толщине в продольном направлении.
При поперечном пилении плоскость пилы расположена перпендикулярно или приблизительно перпендикулярно волокнам древесины. Пиление выполняется вручную поперечными пилами, ножовками или на торцовочных станках, применяемых для раскроя хлыстов на круглые сортименты, удаления пороков древесины и обзольных участков с концов пиломатериала, а также придания пиломатериалу заданной длины и качества.
При смешанном пилении плоскость пилы расположена под острым углом (10˚…80˚) к направлению волокон.
В зависимости от вида применяемых пил различают следующие виды пиления:
– продольное пиление рамное, пиление ленточными, круглыми и лобзиковыми пилами;
– поперечное пиление круглыми, цепными и лобзиковыми пилами;
– смешанное пиление круглыми, ленточными и лобзиковыми пилами.
В зависимости от количества одновременно работающих пил в станке различают способ раскроя пиломатериала индивидуальный и групповой. Раскрой бревен и пиломатериалов одной пилой называют индивидуальным, а несколькими пилами – групповым.
При индивидуальной распиловке бревна распиливают на пиломатериалы отдельными резами на круглопильных, ленточнопильных вертикальных или горизонтальных станках. Раскрой выполняется с учетом индивидуальных особенностей качественных зон каждого бревна. Такой способ раскроя эффективен при распиловке древесины ценных пород, раскрое бревен большого диаметра и бревен со значительными пороками.
Для групповой распиловки применяют лесопильные рамы, многопильные круглопильные и ленточнопильные, а также фрезерно-пильные станки.
В зависимости от положения заготовки относительно центра круглой пилы различают пиление периферийной зоной пилы, средней зоной и центральной зоной пилы, а также пиление верхней и нижней зоной пилы.
При работе периферийной зоной пилы зубья пилы выступают над поверхностью заготовки на величину, равную примерно высоте зуба.
При работе средней зоной пилы зубья выступают над поверхностью заготовки на величину, равную примерно одной трети радиуса пилы.
При работе центральной зоной центр пилы расположен на середине высоты пропила. Такое пиление применяется в фрезерно-пильных станках.
Периферийная и средняя рабочие зоны пилы могут быть расположены на верхнем или нижнем участках пилы, что наблюдается в круглопильных станках с нижним и верхним расположением пильного вала.
При раскрое бревен на пиломатериалы применяют такие способы (рис. 1):
– распиловка с брусовкой на один или два бруса;
– выпиловка несимметричного бруса (шпалы);
– развально-сегментный и брусо-сегментный;
При распиловке бревен вразвал на лесопильных рамах или многопильных круглопильных станках за один проход образуются необрезные доски и горбыли. Этот способ распиловки часто применяют при раскрое бревен лиственных пород.
При распиловке с брусовкой бревно распиливают за два прохода. На первом проходе из бревна получают один или два двухкантных бруса, необрезные доски и два горбыля. На втором проходе осуществляют развал бруса и получают обрезные доски шириною, равной толшине бруса, необрезные доски и два горбыля. При этом доски, выпиленные из средней части бруса, получаются радиальными. Доски, выпиленные из периферийных зон бруса, получаются тангентальными. Остальные доски занимают промежуточное положение.
При развально-сегментном способе раскроя на первом проходе из средней зоны бревна выпиливают несколько необрезных досок, а из боковой зоны получают два сегмента.
При круговом способе распиловки бревен каждый последующий рез может быть направлен параллельно, перпендикулярно или под любым углом к предыдущему. Это позволяет получать пиломатериалы радиальной и тангентальной распиловки. Распиловку бревна можно вести параллельно его продольной оси или параллельно образующей. Круговой способ особенно эффективен при раскрое крупномерного сырья.
Получить полный текст
Подготовиться к ЕГЭ
Найти работу
Пройти курс
Упражнения и тренировки для детей
При секторном способе распиловки сначала распиливают бревно продольно оси бревна на части, имеющие в поперечном сечении вид секторов. Затем из каждого сектора выпиливают один брусок, пласть которого параллельна или перпендикулярна радиусу бревна. Если годовые слои древесины будут расположены к пласти под углом меньше 45˚, то получается пиломатериал тангентальной распиловки, при угле больше 45˚, но меньше 60˚, получается пиломатериал смешанной распиловки, а при угле более 60˚ – радиальной распиловки.
3. Уширение пропила
При пилении боковые режущие кромки зубьев деформируют стенки пропила. После прохода зубьев стенки пропила упруго восстанавливаются, расстояние между ними сокращается, и полотно пилы может быть зажатым. От трения пила настолько сильно нагревается, что работать ею становится невозможно, она теряет устойчивость.
Чтобы предотвратить зажим пилы, делают уширение ее зубчатой кромки. Ширина пропила всегда должна быть больше толщины полотна пилы. Если это условие не соблюдается, то стенки пропила зажимают пилу.
Уширение пропила выполняют путем развода или плющения зубьев, или применяют пилы с боковым поднутрением, или пилы оснащают пластинками из твердых сплавов, зубья которых затачивают с боковым поднутрением.
Рис. 2. Способы уширения пропила:
а – развод зубьев; б – плющение зубьев; в – использование строгальных пил; г – использование твердосплавных пил
При разводе (рис. 2, а) кончики зубьев длиной 0,3…0,5 высоты зуба отгибают поочередно в разные стороны. При плющении (рис. 2, б) кончики зубьев расплющивают и формуют, придавая им форму лопаточек, расположенных симметрично относительно корпуса пилы.
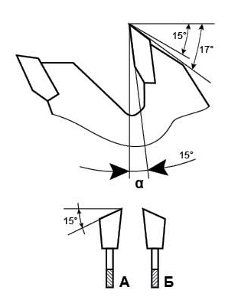
Круглые строгальные пилы (рис. 2, в), имеют боковое поднутрение под углом 15¢ и 25¢.
Зубья пил с пластинами твердого сплава (рис. 2, г) имеют форму лопаточек с боковым поднутрением.
Ширина пропила в этом случае находится следующим образом:
где b – ширина пропила, мм;
S – толщина полотна пилы, мм;
S’ – уширение зубьев на каждую сторону, мм.
Значения S’ рекомендуется брать по справочнику в диапазоне 0,2. 1,1 мм. Его величина зависит от породы древесины (плотности), влажности и условий работы.
4. Удельная сила трения
Пропил – это узкая щель, образуемая пилой. Срезаемая стружка шириною b попадает в пропил шириною bп.
Из-за упругости древесины стенки пропила после прохода зуба частично восстанавливаются. Ширина пропила bп 90°, а боковая режущая кромка выполняется с углом косой заточки j = 40. 45°.
Контрольные вопросы и задания
Укажите цифрой номер правильного ответа
1. При пилении древесины круглой пилой, у которой толщина диска равна 2 мм и уширение зубьев на сторону равно 0,6 мм, ширина пропила равна, мм
2. Уширение зубьев пил достигают путем
3) применения пил с боковым поднутрением,
4) напайки пластин с последующей их косой заточкой,
5) увеличения толщины пилы.
3. Чем отличаются пилы продольного и поперечного пиления?
4. Как учесть в расчетах трение пилы в пропиле?

2014-02-05

12814




![]()
![]()
Классификация видов пиления
Характеристика процесса пиления
Пиление – это процесс деления древесины пилой на объемные недеформированные части путем превращения в стружку объема древесины между этими частями.
Пила – многолезвийный режущий инструмент, который работает в закрытом пропиле. Пропил – это щель, образующаяся в древесине при срезании зубьями узких стружек (опилок). У пропила различают боковые стенки и дно, с которым взаимодействуют лезвия (зубья).
Пиление древесины классифицируют по нескольким признакам.
В зависимости от положения плоскости пилы по отношению к волокнам древесины различают пиление продольное, поперечное и смешанное.
При продольном пилении плоскость пилы расположена параллельно или приблизительно параллельно волокнам древесины. По принципу продольного пиления работают лесопильные рамы, круглопильные и ленточнопильные станки, на которых распиливают бревна и брусья на доски, раскраиваются пиломатериал по ширине или по толщине в продольном направлении.
При поперечном пилении плоскость пилы расположена перпендикулярно или приблизительно перпендикулярно волокнам древесины. Пиление выполняется вручную поперечными пилами, ножовками или на торцовочных станках, применяемых для раскроя хлыстов на круглые сортименты, удаления пороков древесины и обзольных участков с концов пиломатериала, а также придания пиломатериалу заданной длины и качества.
При смешанном пилении плоскость пилы расположена под острым углом (10?…80?) к направлению волокон.
В зависимости от вида применяемых пил различают следующие виды пиления:
– продольное пиление рамное, пиление ленточными, круглыми и лобзиковыми пилами;
– поперечное пиление круглыми, цепными и лобзиковыми пилами;
– смешанное пиление круглыми, ленточными и лобзиковыми пилами.
В зависимости от количества одновременно работающих пил в станке различают способ раскроя пиломатериала индивидуальный и групповой. Раскрой бревен и пиломатериалов одной пилой называют индивидуальным, а несколькими пилами – групповым.
При индивидуальной распиловке бревна распиливают на пиломатериалы отдельными резами на круглопильных, ленточнопильных вертикальных или горизонтальных станках. Раскрой выполняется с учетом индивидуальных особенностей качественных зон каждого бревна. Такой способ раскроя эффективен при распиловке древесины ценных пород, раскрое бревен большого диаметра и бревен со значительными пороками.
Для групповой распиловки применяют лесопильные рамы, многопильные круглопильные и ленточнопильные, а также фрезерно-пильные станки.
В зависимости от положения заготовки относительно центра круглой пилы различают пиление периферийной зоной пилы, средней зоной и центральной зоной пилы, а также пиление верхней и нижней зоной пилы.
При работе периферийной зоной пилы зубья пилы выступают над поверхностью заготовки на величину, равную примерно высоте зуба.
При работе средней зоной пилы зубья выступают над поверхностью заготовки на величину, равную примерно одной трети радиуса пилы.
При работе центральной зоной центр пилы расположен на середине высоты пропила. Такое пиление применяется в фрезерно-пильных станках.
Периферийная и средняя рабочие зоны пилы могут быть расположены на верхнем или нижнем участках пилы, что наблюдается в круглопильных станках с нижним и верхним расположением пильного вала.
При разводе (рис. 2, а) кончики зубьев длиной 0,3…0,5 высоты зуба отгибают поочередно в разные стороны. При плющении (рис. 2, б) кончики зубьев расплющивают и формуют, придавая им форму лопаточек, расположенных симметрично относительно корпуса пилы.
Правило пиления можно сформулировать так: при внедрении зуба в древесину сначала необходимо перерезать волокна, а затем с наименьшим сопротивлением отделить их от массива и удалить стружку из пропила.

| Рис. 5. Схемы пиления: а – продольное; б – поперечное; в – образование стружки при поперечном пилении |
При продольном пилении (рис. 5, а) зуб своей главной режущей кромкой врезается в древесину и перерезает ее волокна. Клин зуба проникает в древесину и передняя грань стремится отжать надрезанную стружку от массива. Так как прочность древесины в плоскости волокон слабая, то надрезанная часть стружки скалывается и попадает в междузубную впадину.
.°. Боковые режущие кромки не затачивают и оставляют их с углом резания 90°Зуб пилы должен иметь угол резания при главной режущей кромке всегда меньше 90
При поперечном пилении (рис. 5, б) работу перерезания волокон древесины выполняют боковые режущие кромки. Для этого зубья выполнены с боковой заточкой. При внедрении зубьев в древесину на глубину 0,8 мм напряжения на дне пропила, созданные скошенными передними гранями зубьев (рис. 5, в), достигают предела прочности на скалывание вдоль волокон и перерезанные волокна скалываются то влево, то вправо вдоль волокон.
.° = 40. 45j, а боковая режущая кромка выполняется с углом косой заточки ° 90> dПри поперечном пилении древесины основную работу выполняют боковые режущие кромки зубьев, наклоненные вперед и имеющие скошенные передние грани. Для обеспечения этих условий зубья пилы затачивают так: угол резания при главной режущей кромке
Режущий элемент может быть основной рабочей частью циркулярной пилы или в виде дополнительной насадки для болгарки. Диски имеют разновидности в зависимости от направления резки и твердости дерева. Выбирая диск строго в соответствии с обрабатываемым материалом можно гарантировать его безопасную эксплуатацию и чистоту пропила.
Диск по дереву в действии
Общие сведения
Как нет панацеи от всех болезней, так нет и одного универсального пильного элемента для всех видов работ с деревом. Для быстрой, качественной, а главное, безопасной работы, каждая операция требует соответствующего диска.
До того, как выбрать диск, необходимо определиться с рабочим материалом:
- породой дерева – твердая или мягкая;
- будет проводиться распил вдоль или поперек ;
- типом обрабатываемой заготовки – доски, фанера, ДСП, наличие какого-либо покрытия.

Диски для разных задач
Если поперечный распил хорошо проводить диском с отрицательным углом зубьев, то для продольного этот вариант неприемлем по причине возникновения эффекта отталкивания, так что модель для продольного пиления не подойдет для поперечного. Негативные последствия могут наступить для двигателя пилы – опилки, забиваясь в межзубные пазухи, создают огромные перегрузки на двигатель.
Обратите внимание!
Отскакивание от поверхности и, следовательно, вибрация заготовки приведут станут не просто неприятными ощущениями для вас, но крайне опасными для жизни.
Особенно важно учесть этот момент при работе с болгаркой, когда шанс получить ужасную травму особо велик.
Для каждого вида работ выбираются соответствующие диски, которые могут отличаться:
- серией или подсказкой для вас в мучительном выборе;
- типом и углом зубьев – при положительном наклоне пропил делается быстрее, но неаккуратно, при отрицательном наоборот – медленно, но чисто;
- количеством зубьев – большое их количество (80−90) подходит для чистого реза, но работа замедляется накапливающейся стружкой; чем меньше зубьев (10–40), тем работа идет быстрее, выносится стружка, но срез выглядит рваным;

На фото – диск для чистого реза
- конструкцией – на качественном диске следы шлифовки расходятся от центра, т. е. каждый обрабатывали отдельно; поверхность не должна иметь шероховатостей, иначе он будет нагреваться и зубья быстрей затупятся; кольца жесткости, волнообразные расширения и специальное покрытие полотна также свидетельствуют о его хорошем качестве;
- внешним диаметром;
- диаметром посадочного отверстия;
- максимальными оборотами;
- толщиной полотна – тонкий диск создает минимальные нагрузки на двигатель и может использоваться в аккумуляторной пиле, но и для тяжелых работ он не приспособлен;
- маркировкой – на качественных образцах она лазерная и содержит информацию, которая здесь рассматривается по пунктам.
Безусловно, вы должны знать технические возможности вашего инструмента, которые включают:
- мощность двигателя, который «потянет» диски с высокими оборотами; большим количеством зубьев и отрицательным их углом;
- скорость вращения шпинделя – пропорция размер полотна = мощность привода лучше не нарушать и не видеть последствий;
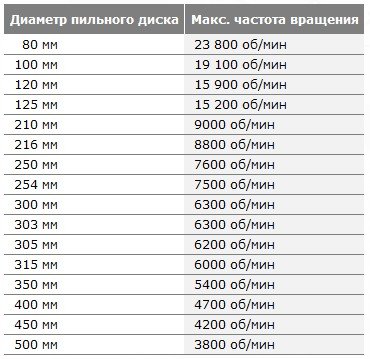
Скорость вращения в зависимости от диаметра
- размер посадочного штифта, который гарантирует надежную посадку диска, в противном случае покупается кольцо-переходник, но желательно все же подобрать нужный размер. Например, пильный диск по дереву 200х32 должен устанавливаться на штифт диаметром 32 мм;
- допустимый внешний диаметр, защитный кожух служит дополнительным ограничителем.
Подробнее о пильных дисках
Правильный выбор и эксплуатация пильного диска влияет не только на качество и скорость реза, но и на безопасность человека. Так что имеет смысл подробнее рассмотреть особенности популярных моделей.
Поперечное и продольное пиление
В отличие от реза металла или камня при работе с деревом большое значение имеет направление реза. Объяснить это можно направлением волокон, из-за этого он совершенно по-разному работает при поперечном и продольном пилении.
Диск 210х30, да и любого другого размера для продольного пиления разрабатывается с тем, чтобы максимально быстро пилить заготовку вдоль волокон. Из особенностей конструкции можно отметить увеличенные по сравнению с другими моделями пазухи (это нужно для того, чтобы быстро удалить большое количество опилок), а также меньшее число зубьев.

Такая конфигурация зубьев оптимальна для продольного пиления
Угол заточки диска положительный, благодаря этому максимально проявляется эффект самозахвата, то есть пила как бы подтягивает заготовку на себя, что облегчает ее подачу и повышает безопасность работы. Если нужно своими руками выполнять распиловку большого объема пиломатериалов это существенно облегчит работу.
Положительный угол заточки
Обратите внимание!
Для поперечного распила большой положительный угол заточки совершенно не нужен, он только создаст дополнительные проблемы.
Основное отличие дисков для поперечного пиления – угол заточки, он может быть даже отрицательным, если нужен максимальный контроль над скоростью подачи заготовки. Также отметить можно большее число зубьев и уменьшенную величину пазух для удаления опилок.
Такая заточка даст максимальный контроль над подачей заготовки
В принципе, действует простое правило – чем тверже материал, тем меньше размер зуба, но на диске размещено большее их количество.
Влияние формы зуба на рез
На качество реза твердосплавным диском сильно влияет форма зуба.
Можно выделить такие варианты пильных дисков как:
- диск 190х30, зубцы которого имеют плоскую вершину, идеально подойдет для реза очень твердой древесины. Зуб симметричен, за счет этого нагрузка идет равномерная на обе стороны одинаковая;

Плоская вершина подойдет для твердой древесины
- скошенные зубья – в таких моделях вершина зубьев скошена в шахматном порядке в разные стороны. Это позволяет эффективно вгрызаться в материал, минимизируя возможность сколов;
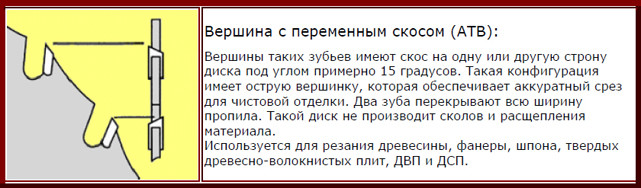
Обратите внимание!
Не рекомендуется такой диск использовать для реза твердого материала.
Дело в том, что при контакте зуба с деревом будет создаваться значительное осевое усилие на него.
- «тройная стружка». Диск работает по такой схеме – сперва зубец с симметричными скосами по боками снимает тройную стружку, а следующий (с плоской вершиной) зачищает края реза. Диск 250х32 с такой конфигурацией зубцов можно считать универсальным решением, он подойдет и для пластика, и для твердой древесины;
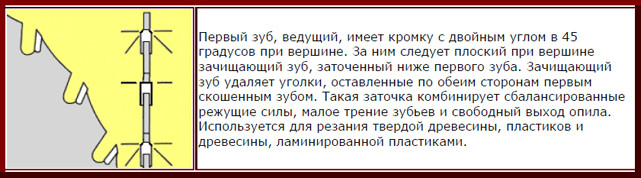
Конфигурация зубьев «тройная стружка»
- если нужно идеальное качество пропила, то внимание стоит обратить на диски, в которых на блок из 4 зубьев со скосами приходится 1 зуб с плоской вершиной. Основная функция реза приходится на зубья с косыми вершинами, а с плоской – лишь будет зачищать пропил.
Монолитные и твердосплавные диски
Довольно часто цена дисков одного и того же типоразмера существенно отличается. Скорее всего, дело в том, что один из них монолитный, а второй – твердосплавный. Этим и объясняется разница в стоимости.
В монолитном диске зубцы представляют собой одно целое с самим диском.
Они дешевле, чем твердосплавные, но низкая цена объясняется несколькими недостатками:
- тупятся они быстрее, особенно при работе с твердыми породами дерева;
- со временем нужно обновлять разводку, в противном случае пропил станет слишком узким, что приведет к перегреву и повышенной нагрузке на двигатель.

Зубцы и сам диск представляют собой одно целое
К достоинствам таких моделей можно отнести то, что их можно несколько раз затачивать. Правда, вручную сделать это довольно сложно без опыта.
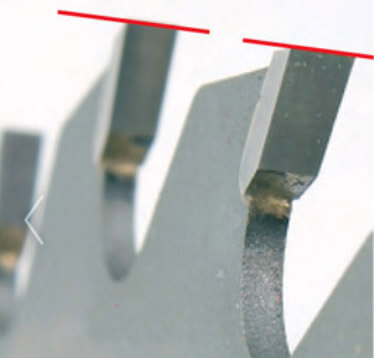
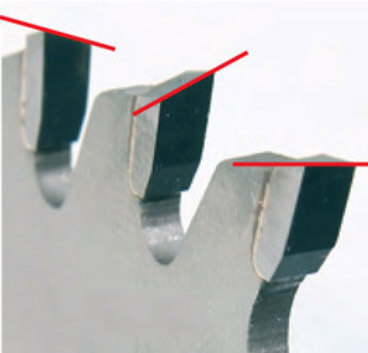
Что же касается дисков с твердосплавными напайками, то в них на вершину зубца напаяны небольшие металлические вставки из сплава повышенной прочности.
Это позволяет достичь сразу нескольких целей:
- за счет того, что ширина напайки превышает ширину самого диска отпадает необходимость в разводке. Это облегчает его обслуживание;
- металл напайки намного прочнее, чем металл самого диска, так что эффективно пилить он будет намного дольше, чем монолитный.

Видны напайки из твердого сплава
Заточку выполнять не рекомендуется, но этого и не требуется. Если сравнить срок службы дисков 2 типов, то окажется, что монолитный диск потребуется заточить 2-4 раза, а твердосплавный все это время прослужит без заточки.
Так что при выборе все зависит от того, с какой древесиной планируется работать. Так, если нужно выбрать диск 165х20 для мягкого дерева (тополь, липа, осина), то подойдет и монолитный. А вот для дуба или лиственницы, клена имеет смысл приобрести твердосплавную модель.
Как обезопасить себя при работе с дисковой пилой
Пильные диски по дереву при неправильном обращении с пилой легком могут лишить человека лишних пальцев, а то и конечности. Чаще всего причина этого лежит в нарушениях элементарных правил работы с устройством.
Инструкция по работе включает в себя несколько простых правил:
- запрещено подачу коротких заготовок осуществлять вручную. Для этого лучше использовать специальные упоры;
- нежелательно работать пильным диском болгаркой. Это наиболее травмоопасный вариант. Даже если держать инструмент очень прочно, то, когда зуб наткнется на гвоздь или сучок, то он может так сильно дернуться в руках, что удержать его и не удастся;

На болгарку ставить такой пильный диск запрещено
- некоторые вдобавок снимают защитный кожух, устанавливая диск большего размера, чем предусматривал производитель. Это – верный путь в больницу;
- размеры пильных дисков по дереву должны соответствовать посадочному диаметру. Если установить модель с большим посадочным отверстием без специального переходника, то эксцентриситет при вращении может привести к разрыву и разлету диска. По попадание такого осколка в тело по последствиям сравнимо с осколком снаряда.
Подведение итогов
Дисковые пилы – незаменимый инструмент при необходимости распиловки большого объема пиломатериалов. Правильный выбор пильного диска не менее важен, чем навыки работы с инструментом. Предложенный материал позволит понять классификацию и основные особенности конструкции пильных дисков для дерева. (См. также статью Шлифмашинка по дереву: особенности.)
Видео в этой статье представляет собой короткий обзор твердосплавного диска Freud.

Дисковые пилы - самый популярный инструмент для распиловки древесины
и прочих материалов.
Пильный диск представляет собой металлическую пластину, на кромке которой расположены зубья. Их число различается в зависимости от назначения пилы. На полотне некоторых пил можно увидеть подчистные ножи, расположенные радиально на разном расстоянии от посадочного отверстия, либо температурные компенсаторы - прорези шириной 1-2мм и длиной 15-20мм с круглыми отверстиями на конце. Такие конструктивные элементы помогают защитить диск от перегрева, который является основной причиной деформации дисков.
Каждая из конфигураций призвана обеспечить оптимальный рез того или иного материала, причем в случае с распиловкой древесины имеет значение и направление реза. Разберем подробнее, какие виды пил существуют и на какие параметры следует обратить внимание при выборе дисковой пилы.
ВИДЫ ДИСКОВЫХ ПИЛ
Среди огромного разнообразия дисковых пил можно выделить два основных вида - это и МОНОЛИТНЫЕ и ТВЁРДОСПЛАВНЫЕ пильные диски.
МОНОЛИТНЫЕ - это диски, изготовленные из цельного листа высокоуглеродистой стали либо другого прочного сплава металлов. Как правило диски такого типа имеют большое количество зубьев.
Монолитные диски имеют следующие преимущества:
относительно низкая стоимость;
просты в обслуживании - заточку можно производить самостоятельно;
большой запас прочности.
Недостатки:
зубья необходимо периодически разводить;
качество пиления хуже, чем у твердосплавных.
ТВЁРДОСПЛАВНЫЕ пильные диски обозначаются маркировкой HW, но и без этого отличить от монолитных их не представляет труда. Зубья такой пилы имеют выступающие за полотно напайки из твердых сплавов - как правило, кобальта (Co) и кабрида вольфрама (WC). Наличие твердосплавных напаек придает пилам большую прочность и значительно продлевает их ресурс.
Преимущества:
высокое качество распиловки;
возможна распиловка на больших скоростях;
продолжительный ресурс заточки напаек.
Недостатки:
высокая (по сравнению с монолитными дисками) цена;
заточка требует специальных навыков и оборудования.
ХАРАКТЕРИСТИКИ ПИЛЬНЫХ ДИСКОВ
Основные параметры в большинстве случаев указываются на полотне самого диска специальной маркировкой. В технической документации, а также на сайтах производителей параметры диска могут обозначаться набором чисел. Например, на странице с описанием многопильного станка для переработки тонкомера УПТ-250М характеристики дисковых пил обозначены следующим образом:

- внешний диаметр;
- внутренний (посадочный) диаметр;
- толщина пропила;
- толщина полотна;
- количество зубьев;
- количество промежуточных зубьев;
- количество подчистных ножей.
Такие параметры, как форма зубьев и угол их заточки не всегда указываются в характеристиках, однако их также важно учитывать при выборе пильного диска, оптимально подходящего под поставленные задачи. Разберем подробнее, что обозначает и на что влияет каждый из этих параметров.
ВНЕШНИЙ ДИАМЕТР
Диаметр диска
Максимальная частота вращения
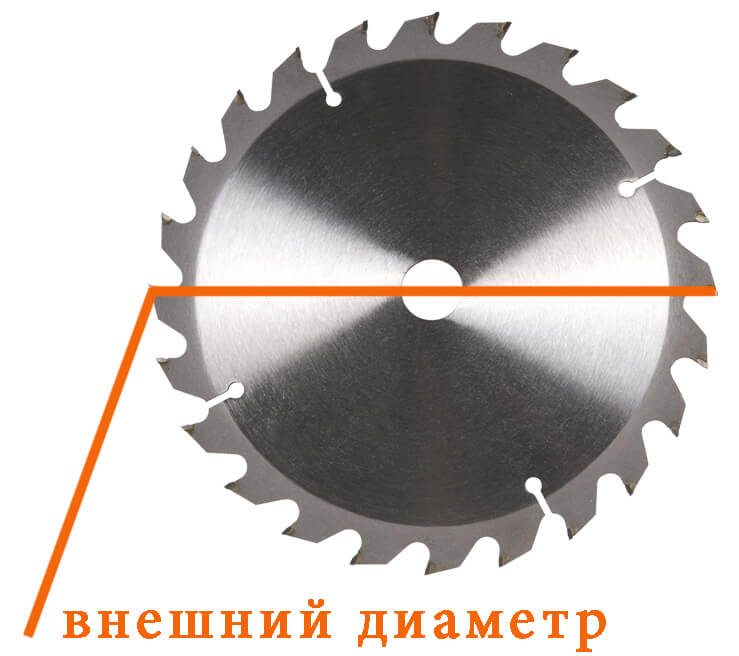
Внешний (или наружный) диаметр диска замеряется по краю зубьев. Разбег по размерам в зависимости от назначения пилы довольно большой - от 65 до 600мм. Внешний диаметр дисковой пилы подбирается исходя из параметров оборудования:
размеры кожуха (циркулярная пила) или пильного блока (многопильные станки);
число оборотов - с увеличением диаметра пильного полотна максимально допустимая частота вращения пильного диска снижается.
Внешний диаметр пильного диска не оказывает влияния на качество пиления, но напрямую связан с глубиной пропила - т.е. максимальное расстояние, на которое пильный диск способен погрузиться в обрабатываемый материал. Также следует учитывать, что диски большого диаметра имеют большую толщину, а соответственно увеличивается и толщина пропила.
ВНУТРЕННИЙ (ПОСАДОЧНЫЙ) ДИАМЕТР

Под внутренним диаметром подразумевается размер посадочного отверстия в центре пильного полотна. Посадочный диаметр должен соответствовать диаметру шпинделя пильного оборудования, на котором устанавливается диск. Значения этого параметра варьируются от 11 до 50 мм.
Для более надежной фиксации пильного диска на посадочном месте пильный вал может комплектоваться шпонкой. В этом случае посадочное отверстие пильного диска должно иметь пазы соответствующей формы и размера.
ТОЛЩИНА ПОЛОТНА
Наиболее распространенным является параметр 3,2 мм, но исходя из назначения пильного диска, материала распиловки и оборудования, на котором устанавливается пильный диск, толщина может варьироваться от 2 до 6 мм.
Чем тоньше диск, тем меньше толщина пропила, меньше материала уходит в стружку - соответственно, больше выход годного. Сопротивление материала меньше, следовательно затраты электроэнергии снижаются. Однако существенным недостатком тонких пил является их малый срок службы - такой диск быстрее нагревается, что в конечном итоге приводит к деформации.
Пилы большой толщины имеют высокий рабочий ресурс, при этом толщина пропила увеличивается, а скорость распиловки значительно снижается. Большая толщина оправдывает себя при переработке древесины в больших объемах.
КОЛИЧЕСТВО ЗУБЬЕВ
По количеству зубьев дисковые пилы условно разделяются следующим образом:
10-40 - диски с малым количеством зубьев;
40-80 - диски со средним количеством зубьев;
80-90 - диски с большим количеством зубьев;
Этот параметр напрямую влияет на качество реза - чем больше зубьев, тем более аккуратным будет распил. Однако с увеличением количества зубьев снижается допустимая скорость распиловки.
Твердосплавные дисковые пилы, которые устанавливаются на многопильных станках, часто имеют дополнительные промежуточные зубья, расположенные между основными. Их размер меньше, чем у основных, твердосплавная напайка на них не устанавливается. Промежуточные зубья также называют подчистными, поскольку предназначены улучшить выброс стружки с рабочей поверхности, что снижает риск перегрева пильного диска. В случае экстренной остановки станка промежуточные зубья помогают избежать застревания пилы в заготовке.
УГОЛ НАКЛОНА ЗУБЬЕВ
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. Бывает положительный, отрицательный и нулевой. Также является важным параметром при выборе дисковой пилы.
ПОЛОЖИТЕЛЬНЫЙ УГОЛ НАКЛОНА обозначается на диске маркировкой POZ 10. Угол составляет от 15º до 20º. Такой угол наклона увеличивает подачу инструмента, но делает грубым распил.
При положительном наклоне резцов диск как бы захватывает пиломатериал и наезжает на него в процессе пиления, что способствует ускорению обработки материала.
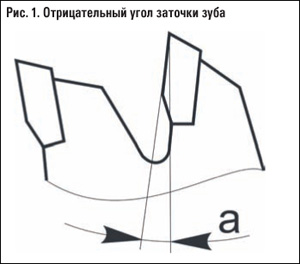
ОТРИЦАТЕЛЬНЫЙ УГОЛ НАКЛОНА - на таком диске можно найти маркировку NEG -5. Угол наклона от 0º до -5º. У дисков с отрицательным углом наклона скорость распиловки замедляется, но качество распила становится выше, рез более аккуратный.
НУЛЕВОЙ УГОЛ НАКЛОНА - диски с нулевым углом наклона зубьев используются для резки металлов.

ТИП (ФОРМА) ЗУБЬЕВ
И зубья монолитных дисков, и резцы на твердосплавных пилах различаются по форме. Та или иная форма резца оптимизирована под определенные задачи. В зависимости от производителя тип зубьев может иметь различную маркировку, по сути же основные конфигурации одни и те же.
МОНОЛИТНЫЕ ДИСКИ
С изогнутыми зубьями

Широкие загнутые зубья
Предназначены для распиловки мягкой древесины, обеспечивают высокую скорость работы.
С острыми зубьями
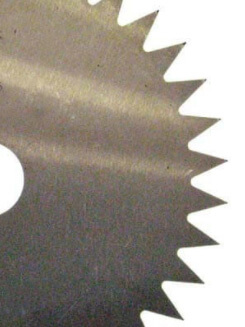
Зубья небольшие и часто расположенные, заостренной формы (как у ножовки)
Подходят для распиловки как мягкой, так и твердой древесины, скорость распиловки ниже, чем в предыдущем варианте.
ТВЕРДОСПЛАВНЫЕ ДИСКИ
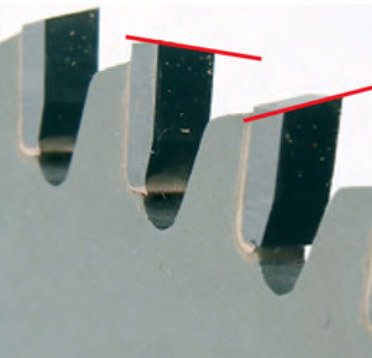
Режущая часть напайки прямая (перпендикулярна полотну пилы), зубья имеют положительный угол наклона.
Применяется для продольной распиловки древесины.
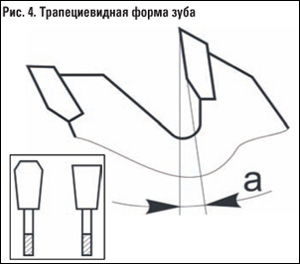
Визуально схож с плоским резцом, но заужен книзу (форма трапеции). Диски с таким резцом имеют небольшое количество зубьев и комплектутся подчистными ножами.
Диски такого типа используются при обработке древесины в станках с потоковой подачей. Небольшое количество зубьев обеспечивает быструю скорость распиловки.
Плоские резцы чередуются со скошенными. Зубья имеют отрицательный угол наклона до 15 градусов.
Используются для выполнения маятниковой и радиальной резки. Благодаря отрицательному углу наклона обеспечивают качественный поперечный распил, но применяются и для продольной резки древесины, а также для обработки ДСП и фанеры.
Зубья на кромке пилы чередуются - два скошенных в разные стороны резца и один плоский. Имеют положительный угол наклона.
Используются в переработке промышленных объемов древесины, обеспечивают быстрый и чистый пропил как мягких, так и твердых пород дерева, а также ДСП. Чередующийся угло наклона позволяет применять эти диски как для поперечного, так и продольного распила. При выполнении заточки максимально высокого угла диски такого типа обеспечивают бережную работу с материалом, склонным к раскалыванию.
МОЖНО ЛИ ПОДОБРАТЬ УНИВЕРСАЛЬНЫЙ ПИЛЬНЫЙ ДИСК?
Очевидно, что подобрать дисковую пилу на все случаи жизни и под любой тип оборудования невозможно. Однако опираясь на характеристики диска вы всегда сможете подобрать пилу под конкретные задачи. Размер диска подбирается исходя из используемого оборудования, а при выборе остальных характеристик нужно отталкиваться уже от материала, который предназначен для пиления, направления реза (когда речь идет о древесине), планируемых объемов работ и т.д. Общие рекомендации по выбору пильного диска исходя из материала, предназначенного для пиления, можно обозначить следующим образом:
ДСП, МДФ и ДВП
Для работы с этими материалами рекомендуется использовать твердосплавные пилы с переменными зубьями. Устанавливается диск на ручную или настольную циркулярную пилу либо торцовочный станок. Количество зубьев пилы может варьироваться от 24 до 60 шт.
ЛАМИНАТ, АЛЛЮМИНИЙ, ПЛАСТИК, ЦВЕТНОЙ МЕТАЛЛ
В обработке этих материалов хорошо зарекомендовали себя дисковые пилы с трапецевидной формой зубьев, имеющих отрицательный угол заточки.
ДРЕВЕСИНА

При работе с древесиной дисковые пилы являются наиболее распространенным инструментом. При выборе пильного диска важно учитывать направление распиловки - продольное или поперечное. При пилении поперек волокон увеличивается сопротивление материала.
ПОПЕРЕЧНЫЙ РЕЗ. Предпочтительно использовать диски с большим количеством зубьев ( 60-80 шт.), имеющих отрицательный угол наклона. Такая конфигурация обеспечивает чистый рез. Для продольной распиловки такие диски не подходят - повышается вибрация оборудования, что негативно сказывается и на скорости, и на качестве распиловки и в конечном счете приведет к выводу оборудования из строя.
ПРОДОЛЬНЫЙ РЕЗ Рекомендуется производить дисками с малым и средним количеством зубьев, имеющим положительный угол наклона. На диске диаметром 230-250мм рекомендуемое число зубьев должно не превышать 18-24 шт. Большие впадины между зубьями способствуют выбросу опилок с рабочей поверхности.
В случае, если продольный рез осуществляется на многопильных станках проходного типа, следует учитывать высокую скорость распиловки, а также большие объемы переработки. Диски в этом случае больше подвержены перегреву, а это в свою очередь ведет к деформации. Поэтому на таких станках устанавливают пильные диски с промежуточными зубьями и подчистными ножами. Они вычищают опилку с рабочей поверхности, что защищает диск от перегрева.

- Типы пиления
- Особенности
- Конструкция пильного диска
- Тонкости выбора
Пила считается наиболее эффективной для работы в том случае, если она оснащена пильным диском. От правильности выбора этого круга во многом зависит качество самого распила, скорость работы, а также доля отбракованных элементов и наличие отходов. В зависимости от особенностей данного приспособления выделяют продольный и поперечный тип пиления.
Типы пиления
Пила представляет собой режущий острый инструмент с большим количеством лезвий, которые способны работать в пропиле закрытого типа. Пропил – это довольно узкая щель, появляющаяся в древесине при вырезании стружек острыми зубьями рабочего инструмента. Обычно у пропила выделяют боковины, а также дно, именно с ними лезвие вступает во взаимодействие. В зависимости от угла наклона и местоположения пилы по отношению к древесине выделяют несколько типов пиления.
- Продольное. В этом случае плоскость располагается параллельно либо примерно параллельно древесным волокнам. По такому механизму функционирует лесопильные рамы, а еще ленточно- и круглопильные станки, используемые для распиливания бревен, а также брусьев на доски, когда материал раскраивается в продольном направлении и по длине, и по ширине.
- Поперечное. Здесь пила располагается перпендикулярно либо примерно перпендикулярно относительно волокон. В этом случае само пиление производится ручным способом при помощи поперечных пил и ножовок, а также на торцовочных станках. Этот метод обработки волокон древесины используется для раскроя на округлые заготовки, удаления дефектов древесины, а также для придания пиломатериалам необходимого качества и габаритов.
- Смешанное. В этом случае плоскость инструмента может располагаться в диапазоне от 10 до 80 градусов по отношению к древесине.



Говоря о том, какой метод пиления лучше, следует отметить, что поперечное считается более упрощенным, поскольку в этой схеме отсутствует сложный редуктор, который требуется для поворота оси на 90 градусов, шестеренки функционируют гораздо эффективнее, благодаря этому поперечные пилы выносливее, риск выхода мотора из строя гораздо ниже и в целом инструмент служит дольше.
В то же время следует понимать, что некоторые виды работ невозможно сделать никаким другим способом, кроме продольного. Именно поэтому стоит остановиться подробнее на основных параметрах продольного пиления.


Особенности
Продольное пиление представляет собой процесс распила, который идет параллельно естественному расположению волокон древесины. В этом случае используют циркулярные диски, в которых резцы располагаются с наклоном, их заостренные края эффективно разрезают волокна, они начинают отслаиваться и формируют опилки. В процессе такой обработки на поверхности деревянной детали часто появляются неровности, а также мшистость и выколы – их появление объясняется свойствами волокон, сформировавшихся в течение жизни дерева.
На итоговый профиль поверхности оказывает влияние способ расширения пропила, а также размер развода и форма зубцов. Обычно последние затачиваются как треугольник, поэтому работать с подобным диском можно исключительно в одном направлении.

Конструкция пильного диска
Для эффективного продольного пиления необходимо правильно выбрать лезвия. Отмечено, что чем больше зубья, тем проще проходит такое пиление (для сравнения, при работе с поперечными пропилами крупные зубья действуют очень грубо и буквально рвут древесину, что приводит к появлению сколов). Впадины между такими зубцами также обязательно должны быть как можно более глубокими – в этом случае отвод стружки будет более качественным. Оптимальное число зубьев для продольной резки варьируется от 20 до 24 шт.
Если в работе вам нужно проводить оба вида пиления, то лучше отдать предпочтение инструменту на кругах с зубцами среднего размера общим числом 46–48 шт.


Применять при работе с продольными пропилами мелкозубчатые диски не следует, это чревато снижением скорости работы, значительным перегревом устройства и такими неприятными последствиями:
- пильный диск начинает накаливаться;
- пила нередко уходит вбок от линии распила;
- в участках перегрева материал начинают «вспучиваться» и трение значительно увеличивается;
- пила деформируется и больше напоминает пропеллер, нежели режущую поверхность.
Для того чтобы снизить вероятность стремительного перегрева, в пильном полотне делают небольшие прорези и отверстия, которые выступают в качестве термокомпенсаторов. Они обычно размещаются с краю по радиусам.



На некоторых моделях они частично заполняются медными составами, что снижает уровень шума и способствует быстрому охлаждению двигателя. Круги для пиления обычно выливают из одного металла (они получили название монолитные) либо с включением напаек из различных твердых сплавов. Каждый из вариантов имеет свои плюсы и минусы.
- Монолитные, как правило, быстро тупятся, поэтому их приходиться точить и исправлять. Впрочем, эта процедура довольно простая и несложная, поэтому ее вполне можно проводить самостоятельно в домашних условиях. Обычно подобные диски используют как для продольного, так и для поперечного пиления. Стоимость такого оборудования довольно демократична.
- Твердосплавные круги стоят гораздо дороже, в то же время период их использования до самой первой заточки продолжительнее. Заточку этого инструмента можно проводить только на специализированном оборудовании. Несмотря на это, именно такие полотна более востребованы у потребителей, поскольку их стоимость окупается намного раньше, чем возникает необходимость в переточке. Твердосплавные диски хорошо работают не только по древесине, но и по таким материалам, как металл, ламинат или прессованные плиты.



Отдельное внимание следует уделить нескольким параметрам электрических пил для продольного использования.
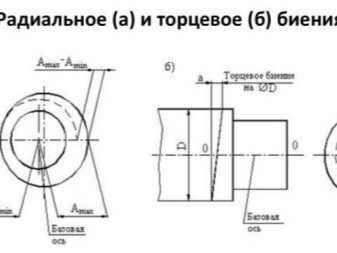
- Радиальное либо торцевое биение. Для проведения особенно точных работ одним из наиболее важных показателей считается отклонение круга от основной плоскости реза. Если имеет место радиальное либо торцевое биение, то оно способно нарушить четкость реза. Оптимально допустимое биение составляет 0,15 мм, а наиболее качественные модели обладают параметром в пределах 0,05 мм.
- Имейте в виду, что продольные распилы не следует проводить дисками для пил-торцовок, они обладают разной траекторией передвижения полотна в деревянной детали. К примеру, круги для маятниковых инструментов обычно располагаются под отрицательным углом – при этом нагрузка на мотор снижается, а рабочие кромки режут быстрее и легче. В результате возрастает КПД, если сравнивать с дисковым кругом, расположенным под положительным углом зубцами. Если такой диск перемешать по траектории маятника, то пила попросту будет врезаться в волокна не самыми острыми участками своих зубов. Все это ведет к повышению нагрузки на мотор, перегреву и снижению эффективности работы. Если диски с заточенными под отрицательным углом зубьями использовать для циркулярной плиты, древесина начнет отталкивать, а опилки будут плохо выходить – в этом случае распил идет намного медленнее.
Тонкости выбора
Пильные насадки для продольного пиления лучше всего покупать в специализированных магазинах – в отличие от небольших торговых точек, здесь в комплект к товару идет полная инструкция и описание для пользователей, а продавцы обладают необходимыми знаниями и могут дать детальную консультацию. Обязательно изучите информацию, размещенную на самом диске. Обычно здесь при помощи стрелок указывают направление резки (поперек либо вдоль), а также максимальную скорость распила в оборотах и угол наклона зубьев. Обычно отрицательный угол обозначается как neg, а положительный – pos. Перед этими обозначениями обычно указывается буква – она показывает величину градусов.
Необходимо визуально осмотреть диск и удостовериться в его качестве. Имейте в виду, что, к примеру, затупившиеся зубья можно наточить, а вот если корпус окажется слабым – исправить этот дефект не представляется возможным.


Обязательно изучите качество шлифования. Если пильный диск хороший, то от центра к краям будут расходиться явно выраженные круги от шлифовки. Они указывают на то, что после штампования такой круг в обязательном порядке калибровали, затем шлифовали и доводили до максимально эффективного рабочего состояния.
Если круги дешевые, то обычно их не подвергают дополнительной доработке, максимум проводят шлифовку целого листа. На плохо отшлифованную поверхность налипает смола со стружками, что существенно мешает работе.
У более дорогих моделей электропил надписи наносят лазером, благодаря чему маркировка сохраняется в течение всего периода использования, что очень важно для последующей заточки инструмента.



Подробнее смотрите в следующем видео.
Читайте также: