
Для чего каждые два смежных зуба ножовочного полотна отогнуты в противоположные стороны разведены
Опубликовано: 03.05.2024
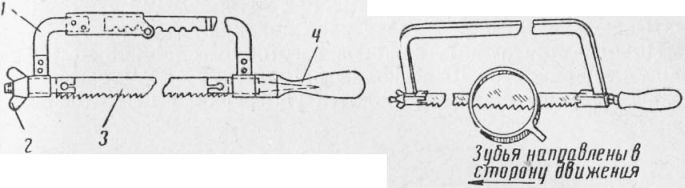
Ручная ножовка - инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная ножовка (рис. 117, а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и ручкой 6, а на другом конце - подвижная головка 3 с натяжным винтом и гайкой (барашек) 7 для натяжения полотна. В головках 5 и 3 имеются прорези ?, в которые вставляют ножовочное полотно и крепят штифтами 7.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко), либо с раздвижными (рис. 117,6), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем (рис. 117,я) состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями или штифтами и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61-64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 117, г). Наиболее часто применяют ножовочные полотна для ручных ножовок длиной I - 250 - 300 мм, высотой b - 12 и 16 мм, толщиной h - 0,65 и 0,8 мм.
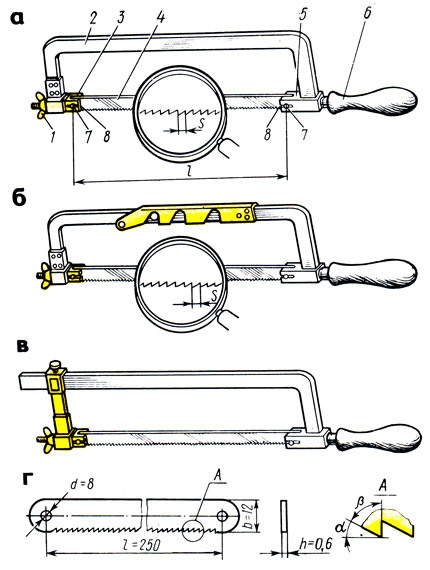
Рис. 117. Ручная ножовка (станок): а - цельная, б - раздвижная, в - с передвижным держателем, г - ножовочное полотно; 1 - гайка-барашек, 2 - рамка (станок), 3 - подвижная головка, 4 - ножовочное полотно, 5 - неподвижная головка, 6 - хвостовик с ручкой, 7 - штифты, 8 - прорези
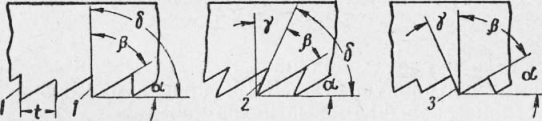
Рис. 118. Элементы зуба ножовочного полотна: а - зубья ножовочного полотна; передний угол зубьев: б - положительный, в - равный нулю, г - отрицательный; S - шаг
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол а, угол заострения Р, передний угол у и угол резания 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила (рис. 118, а). Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага S зуба (рис. 118, в).
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым (рис. 118, в), положительным (рис. 118, б) или отрицательным (рис. 118, г).
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для резания металлов различной твердости углы заострения зубьев ножовочного полотна делаются: передний γ = 0 - 12°, задний α = 35 - 40°, заострения β = 43 - 60°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3-1,6 мм, при котором на длине 25 мм насчитывается 17 -20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы - 16 зубьев; средней твердости закаленная сталь - 19 зубьев; чугун, инструментальная сталь - 22 зуба; твердая, полосовая и угловая сталь - 22 зуба.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее 2 - 3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой) (рис. 119, а), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 - 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (рис. 119, б) (гофрированный развод). При этом разводе при малом шаге зубьев 2 - 3 зуба отводят вправо и 2 - 3 влево. При среднем шаге отводят один зуб влево, второй - вправо, третий не отводят. При крупном шаге отводят один зуб влево, а второй вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
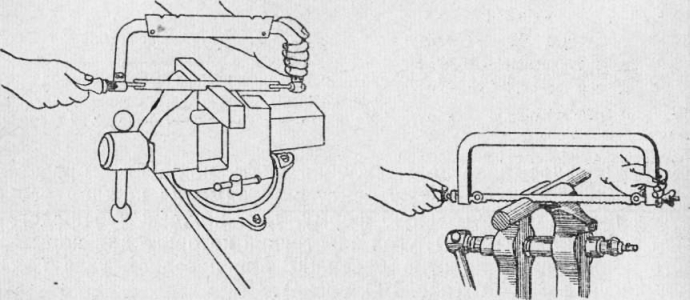
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки (рис. 120 а), а не к ручке (рис. 120, б). При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижнрго штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета (рис. 121). Левую ногу (рис. 121, г) несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Правая нога должна быть повернута по отношению к левой на угол 60 - 70°.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 121,6). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки (рис. 121, в).
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
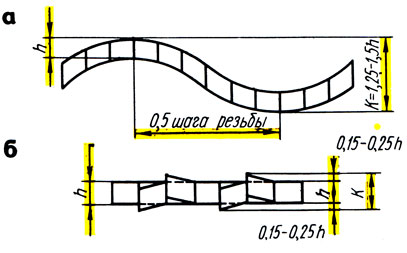
Рис. 119. Схема разводки полотна: а - по полотну, б - по зубу; h - толщина полотна, К - ширина реза
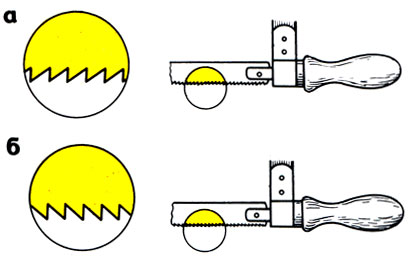
Рис. 120. Установка ножовочного полотна: а - правильно, б - неправильно
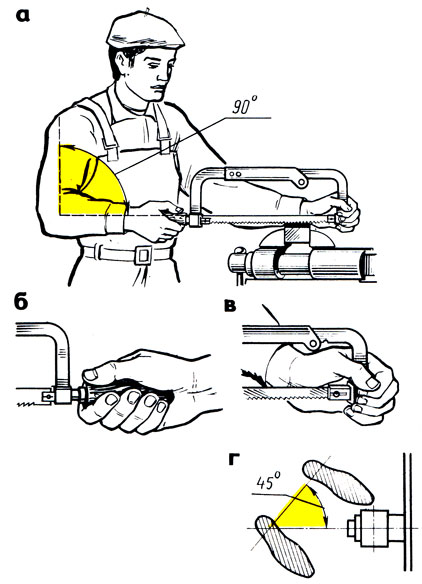
Рис. 121. Положение при работе: а - oкорпуса и ножовки, б - правой руки, в - левой руки, г - ног
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила:
короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
в работе должно участвовать все ножовочное полотно;
работают ножовкой не спеша, плавно, без рывков, делая не более 30 - 60 двойных ходов в минуту (твердая сталь - 30 - 40, средней твердости сталь - 40 - 50, мягкая сталь - 50 - 60).
При более быстрых темпах скорее наступает утомляемость, и, кроме того, полотно нагревается и быстрее тупится;
перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезают только новыми полотнами, так как даже мало изношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекращают, удаляют из при пила остатки сломанного зуба, полотно заменяют новым или стачивают на станке 2 - 3 соседних зуба и после этого продолжают работу.
Как и любой инструмент, ручные ножовки нуждаются в уходе и обслуживании. Обеспечить высокую точность и чистоту реза можно лишь при том условии, что зубья правильно заточены и разведены. Для этого не нужно специального оборудования, достаточно простейшего инструмента и базовых знаний.

Теоретическая часть
Чтобы обеспечить высокое качество реза нужно понимать механизм воздействия кромок зубьев ножовки на обрабатываемый материал. В отличие от стали и пластика древесина — материал неоднородный, именно из-за этого качества и были разработаны несколько видов пил, отличающихся профилем зубьев, углом их заточки и степенью развода. Все разновидности ножовок по дереву, их характеристики и технические данные указаны в ГОСТ 26215–84.

Существует три типа ножовок: для поперечного, продольного распила, а также универсальные. Основное отличие заключено в принципе резания: при распиловке древесины поперёк волокон на пути зуба встречаются фрагменты разной плотности. С одной стороны, это обстоятельство играет на руку: образующаяся стружка имеет меньший размер и легко удаляется из зоны контакта, что допускает наличие заточки с обеих сторон зуба для пиления, как в прямом, так и в обратном направлении подачи. С другой стороны, резание поперёк волокон происходит отчасти на удар, соответственно необходимы более тупые углы спусков режущих кромок.
Пиление древесины вдоль волокон можно охарактеризовать как повторяющиеся циклы микрострогания. Усилие, оказываемое на зуб, в этом случае равномерное, поэтому зубья имеют асимметричную форму и направлены острием в сторону резания. При этом кромка, образующаяся при вершине зуба, направлена строго перпендикулярно плоскости полотна. При пилении вдоль волокон образуется удлинённая стружка, отвод которой из зоны контакта затруднён. Также при продольном резании отмечается большее выделение влаги, смол и клейких веществ, что в сочетании с первым фактором не допускает пиления в обоих направлениях. Снятие стружки происходит при прямой подаче инструмента: перпендикулярное направление кромки способствует выбросу опилок в сторону пиления. При обратном движении обеспечивается удаление остатков стружки и самоочистка кромок.

Зубья всех типов ножовок имеют разводку, они поочередно наклонены в разные стороны от продольной оси полотна. За счёт этого в продольном профиле ряда зубьев ножовки образуется некое подобие ласточкиного хвоста — два набора режущих клиньев, сформированных остриями режущих кромок зубьев. Соответственно на дне пропила ножовка формирует две канавки, чем обеспечивается равномерный ступенчатый съём и эффективный отвод стружки.
Инструменты и приспособления, подготовка к работе.
Полотна ножовок по дереву изготавливают из коррозионностойких легированных сталей твёрдостью 40–50 единиц по HRC. Благодаря использованию такого материала инструмент сохраняет свои качества, даже если не использовался в течение нескольких десятков лет. Чтобы вернуть в строй даже старое ржавое полотно достаточно лишь правильно заточить и развести зубья, а для этого потребуется некоторый инструмент и оснастка. Сразу оговоримся, что современные ножовки с калённой зубчатой кромкой (где видны цвета побежалости) не точатся и не разводятся, разве только после отжига полотна.
Надёжное закрепление ножовки обеспечивается с помощью отрезка доски, на торце которой сделан пропил параллельно широкой стороне. Пропил нужно проделывать той же ножовкой, которая обрабатывается, глубина составляет порядка 70–80 мм. Полотно нужно вставить в пропил обухом вниз так, чтобы зубья выступали из пропила на высоту не менее 50 мм. Само деревянное стусло нужно зажать в тисках, либо закрепить к любому стационарному объекту, обездвижив полотно с помощью широкого и тонкого клина

Обработка металлов такой твёрдости возможна ручным и механизированным способом. В первом случае можно использовать напильники твёрдостью 60 или 65 HRC, либо алмазные надфили. При механической обработке используется электрическое точило с установленным на нём камнем из белого электрокорунда на вулканитовой связке. Оптимальный диаметр круга — 120. 160 мм, желательно чтобы толщина не превышала 8 мм, в ином случае потребуется заправить торец до тарельчатого профиля. Зернистость абразивных частиц должна составлять Р 120–140 или выше.
Чтобы выполнить развод зубьев требуется инструмент под названием разводка. Это тонкая пластина на ручке, имеющая один или несколько поперечных надрезов разной ширины. Обух ножовки должен входить в один из пропилов настолько плотно, чтобы наклон рукоятки относительно полотна находился под прямым углом +/- 2°. Чтобы развод был равномерным и симметричным в обоих направлениях, на разводке крепится угловой регулируемый ограничитель в виде металлической дуги.

Развод зубьев пилы
Зубья ножовки разводят перед тем, как заточить. Полотно должно быть плотно зажато в тисках, зубья очищены от смолы и мелкой древесной пыли. Перед тем, как разводить зубья, нужно откалибровать инструмент. Для этого потребуется набор щупов и металлическая линейка. Величина, на которую следует отгибать зубья, установлена стандартом и составляет в среднем 1/10 шага или расстояния между вершинами. Измерив шаг зубьев, нужно подобрать соответствующий набор щупов или подкладок, общая толщина которого равна дистанции развода.
Вначале следует выбрать произвольный зуб и отогнуть его на некую величину, на глаз добиваясь правильной величины отгиба. После этого к плоскости полотна прижимается набор дистанционных подкладок, общая толщина которых эквивалентна величине развода. Металлическую линейку нужно прижать кромкой к подкладкам и добиться, чтобы при прохождении мимо вершины зуба обеспечивалось лишь лёгкое касание.

Далее всё просто: когда контрольный зуб отогнут на нужную величину, по нему устанавливается ограничитель наклона разводки, он должен упираться в бок полотна пилы. Иногда требуется сместить ограничитель, чтобы за счёт более сильного отгибания скомпенсировать обратную деформацию зубьев, появляющуюся вследствие упругих свойств полотна. Начиная от контрольного зуба, отгибают все остальные, поочередно в противоположных направлениях. Для ускорения процесса рекомендуется сначала делать отгиб только в одну сторону, а затем в другую, в обоих случаях отгибая зубья через один. Остается добавить, что развод в процессе эксплуатации садится в 2–3 раза медленнее заточки. Чтобы проверить, хорошо ли разведена ножовка, необходимо измерить штангенциркулем толщину зубчатой части в разных местах- она должна быть на 20% больше номинальной толщины полотна.

Профиль зубьев и углы заточки
Помимо стандартных полотен ножовок по дереву имеются и другие, определённые стандартами других стран. Однако, не смотря на все многообразие, существует некая единая тенденция в определении угла атаки зуба, угла заточки режущих кромок, а иногда и в методах доработки вершин.
Зубья ножовок первого типа имеют форму равнобедренного треугольника с углом при вершине (он же угол атаки) 40–50° для первого исполнения и 50–60° для второго. Для ножовок второго типа характерны более острые профили зубьев (менее 40°) и их наклонное положение в сторону реза (исполнение 1), либо прямоугольный профиль с пологой затыловкой. Ножовки третьего типа также имеют наклонное положение зуба, но при этом угол при вершине составляет 35–45°. Эта информация носит исключительно справочный характер: при заточке профиль зуба не меняется, но умение разбираться в типах полотен поможет определить правильную технику точения.

К наиболее популярным нестандартным типам полотен относятся кинжальные и «волчий зуб». Ножовки с кинжальным зубом очень схожи с полотнами первого типа второго исполнения по ГОСТ, их характерный признак — разная высота зубьев и большая толщина полотна, за счёт чего обеспечивается увеличение давления для снятия более крупной стружки. Профиль «волчий зуб» состоит из нескольких пар зубьев второго типа, чередующихся с зубьями первого типа, спаренных в М-образные хвосты. Основная трудность заточки таких пил заключается в необходимости индивидуально подобрать углы заострения кромок для зубьев каждого типа.
Процесс точения пошагово
При ручной заточке напильником проще контролировать съём материала и задавать корректные углы кромок. Полотно нужно зажать в стусле или тисках, обеспечив выступ зубьев над губками порядка 30–35 мм. Разводка выполняется до заточки по трём причинам:
- чтобы впоследствии не повреждались режущие кромки;
- чтобы заранее обеспечивался немного более сильный развод, что компенсируется снятием некоторой доли металла с зубьев;
- чтобы направленность режущих кромок и развод зубьев были однородными.
Важнейшее правило заточки ножовок по дереву гласит: зуб должен иметь плоскую боковую сторону со стороны, в которую выполнялся его развод. Таким образом, режущие кромки соседних разведённых зубьев направлены навстречу друг другу, то есть внутрь канала, образованного разводом.
После зажатия полотна необходимо уточнить угол заточки режущих кромок. В идеале он должен определяться твёрдостью обрабатываемой древесины, но поскольку ножовка используется для пиления различных пород, для всех типов профиля устанавливается универсальное значение 60–75° от плоскости зуба. Есть определённая трудность в том, чтобы определить угол заточки относительно плоскости полотна для уверенного контроля положения инструмента. Сделать это можно с помощью ровной металлической пластины, выбрав за эталон наименее изношенный зуб, обычно такой можно найти ближе к рукояти.

При заточке нужно обрабатывать те зубья, которые расположены кромками к себе. Выдерживая правильный угол между гранью напильника и полотном, а также немного наклоняя напильник в сторону кромок, нужно произвести 2–3 съёма материала с режущих граней, оказывая нажим при движении от себя. После каждого прохода нужно следить, чтобы металл снимался по всей поверхности грани, при необходимости корректируя положение напильника. Чтобы заточка была равномерной, количество движений напильника на каждом зубе должно быть одинаковым. Хорошим результатом заточки считается равномерное осветление спуска лезвия по всей площади.
Заточку лезвия на абразивном круге выполнить сложнее ввиду того, что полотно не имеет упора. Однако при должной сноровке можно добиться аккуратного съёма металла с обеих сторон каждого зуба. Как и при ручной заточке, движение режущего инструмента должно быть направлено в сторону плоской части зуба, таким образом, все полотно протачивается дважды с переворотом.
Подводка и правка
Сталь, из которой изготовлено полотно ножовки, обладает вязкостью, из-за чего возможно образование заусенцев на режущей кромке. Чтобы их снять, достаточно подчистить плоские грани зуба в направлении от основания к вершине. Поскольку править отогнутый зуб плоским напильником очень сложно, лучше использовать абразивную бумагу на 80–120 грит, свернув её в небольшую трубочку.

Для выполнения точных припасовочных пропилов многие мастера рекомендуют немного притуплять вершину зубьев, чтобы образовать третью режущую кромку. Делать это лучше миниатюрным надфилем с алмазной присыпкой, имеющим как минимум одну плоскую грань. Надфиль подводится к зубу таким образом, чтобы его рабочая поверхность располагалась перпендикулярно плоскости полотна (не зуба). Затем проводится 1–2 легких съёма, движение осуществляется от основания зуба к вершине.
Обработка дерева и металла

Устройство ручной ножовки и пользование ею
Устройство ручной ножовки и пользование ею
Ручная ножовка. Этот инструмент состоит из двух главных частей — ножовочного полотна и специальной оправы (державки), в которой помещается ножовочное полотно; эта оправа носит название рамки или станка. Существуют рамки двух типов — цельные и раздвижные. Более удобны раздвижные рамки, так как они позволяют устанавливать ножовочное полотно различной длины. На одном конце рамка имеет хвостовик с ручкой и неподвижной головкой, а на другом — подвижную головку и натяжной винт с барашковой гайкой для натяжения ножовочного полотна. В головках устроены прорези и отверстия для закрепления полотна ножовки.
Ножовочное полотно вставляют в рамку следующим образом. Концы его закладывают в прорези головок так, чтобы зубья полотна были направлены от ручки и чтобы отверстия, которые имеются на концах полотна2 и отверстия в головках совпали. Затем в отверстия вводят штифты и натягивают полотно, завинчивая барашковую гайку. Ножовочное полотно должно быть натянуто не слишком туго, но и не слабо. Перетянутое полотно во время работы может сломаться от малейшего перекоса или движения вбок. Слабо натянутое полотно при работе изгибается, следовательно, тоже может сломаться.
Ножовочное полотно—режущая часть ножовки — представляет собой тонкую и узкую ленту с зубьями на нижнем ребре. Зубья имеют остроугольную форму, т. е. каждый зуб представляет собой клин (резец), угол заострения которого для нормального ножовочного полотна равен 60° при переднем угле Yi = 0; задний угол а = 30° (рис, 100, слева).
У ножовочных полотен для резки металлов различной твердости и вязкости углы зубьев разные: передний угол колеблется в пределах 0—12°, а задний угол в пределах 30—35°. Шаг зубьев: для мягких и вязких металлов (медь, латунь) t = 1 мм, для твердых металлов (сталь, чугун) t — 1,5 мм, для мягкой стали t = 2 мм. Для слесарных работ пользуются преимущественно ножовочным полотном с шагом в 1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев.
При резке ножовкой в работе должно участвовать (одновременно соприкасаться с металлом) не менее 2—3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят, т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25—0,6 мм.
Наряду с простым разводом существует еще так называемый волнистый (гофрированный) развод. Делают его так. При малом шаге зубьев 2—3 зуба отводят вправо и 2—3 зуба влево. При среднем шаге отводят один зуб влево, второй — вправо, третий не разводится. При крупном шаге отводят один зуб влево, а второй вправо, как при простом разводе. Гофры при волнистом разводе образуются от того, что вместе с отгибаемыми зубьями захватывают немного металла у их основания.
Полотна для ручных ножовок изготовляют длиной от 150 до 400 мм, шириной от 10 до 25 мм и толщиной от 0,6 до 1,25 мм. В качестве материала для полотен употребляют цементованную мягкую сталь в виде холоднокатаной ленты или же углеродистую инструментальную сталь У12; иногда применяют легированные стали — вольфрамовые и хромовые.
Ножовочные полотна закаливают на высокую твердость.
Работа ножовкой. Приступая к резке ножовкой, встают перед тисками вполоборота (по отношению к губкам тисков или к оси обрабатываемого предмета). Левую ногу выставляют несколько вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ножовку берут в правую руку так, чтобы ручка упиралась в ладонь, а большой палец находился на ручке сверху; остальными четырьмя пальцами поддерживают ручку снизу. Левой рукой берутся за передний конец рамки ножовки так, как показано на рис. 3.
Во время резки ножовку держат преимущественно в горизонтальном положении. Двигать ее нужно плавно, без рывков. Ножовке надо давать такой размах, чтобы работало почти все полотно, а не только его середина. Нормальная длина размаха должна быть не менее 2/3 длины ножовочного полотна.
Ножовкой работают со скоростью от 30 до 60 ходов в минуту (имеются в виду двойные ходы — вперед и назад), Твердые металлы разрезают с меньшей скоростью, мягкие — с большей. Например, при разрезании твердой стали производят до 30 двойных Ходов в минуту, при разрезании стали средней твердости от 40 до 50 ходов в минуту, мягкой стали и чугуна — от 50 до 60 ходов в минуту
Нажимать на ножовку надо при движении ее вперед; при обратном ходе нажимать не следует. Сила давления (нажим) на ножовку зависит от твердости металла и величины разрезаемой поверхности. Твердые металлы требуют более сильного нажима на ножовку, чем мягкие. Нормально величина нажима должна соответствовать примерно 1 кг на 0,1 мм толщины полотна. В конце резки нажим ослабляют.
Ручной ножовкой чаше всего работают без охлаждения. Для уменьшения трения полотна о стенки пропила применяют густую смазку из сала или из графитной мази, в которую входят сало (2 части) и графит (1 часть). Такая смазка долго держится на ножовочном полотне.
Во время резки ножовочное полотно иногда «уводит» в сторону, в результате чего выкрашиваются зубья или полотно ломается. Кроме того, при уводе на разрезаемом предмете получается косая прорезь. Причина увода — слабое натяжение полотна или неумение владеть ножовкой. При уводе полотна следует начать резку в новом месте—с обратной стороны неудачного разреза. Попытка выправить косую прорезь «на месте» всегда приводит к поломке полотна.
Зубья ножовочного полотна ломаются также при их чрезмерной твердости (неправильная закалка), от слишком сильного нажима на ножовку, особенно при разрезании узких заготовок и в тех случаях, когда в разрезаемом металле вкраплены посторонние твердые примеси.
При поломке зубьев полотна—хотя бы и одного зуба — не следует продолжать работу этой ножовкой, иначе произойдет поломка смежных зубьев и быстрое затупление всех остальных. Для восстановления режущей способности ножовки, у которой выкрошился зуб, необходимо на точиле или на шлифовальном круге сточить два-три соседних с ним зуба, как показано на рис. 4. Удалив из прорези застрявшие там остатки сломанного зуба ножовки, продолжают работу восстановленным полотном.
Если во время резки сломалось старое, сработавшееся ножовочное полотно, нельзя продолжать работу новой ножовкой: она не войдет в прорезь. Повернув изделие, начинают резать в другом месте. Если же по условиям работы нельзя повернуть изделие, необходимо расширить начатую прорезь, осторожно распиливая ее новым ножовочным полотном.
Для обработки деревянных заготовок, изменения длины и формы часто применяется пила. Этот инструмент представлен сочетанием рабочей части и рукоятки. При этом рабочая часть представлена металлической пластиной с режущими элементами, которые расположены в определенной последовательности относительно друг друга. Только при правильном и своевременно обслуживании можно исключить вероятность износа изделия. Примером можно назвать разводку зубьев, которая выполняется время от времени для обеспечения плавного хода инструмента по полученному срезу.

Приспособление для развода зубьев пилы
Разводка режущей кромки в разные стороны позволяет исключить вероятность застревания полотна на момент работы. Примером можно назвать случай, когда при разрезе толстого бревна полотно нельзя сдвинуть с места и вынуть. Также пила может заклинить по причине нагрева металла и его расширения, горячая часть может разогреть смолу и превратить его в своего рода клей.
Использовать приспособление для разводки зубьев ножовок следует для того, чтобы избежать подобных проблем. Не стоит забывать о том, что допущенные ошибки при работе могут привести еще к большим проблемам. Провести рассматриваемую процедуру можно при применении следующих инструментов:
- Встречаются специальные механизмы. Они позволяют в ручном режиме провести смещение отдельных элементов относительно друг друга. Стоит учитывать, что подобный вариант исполнения изготавливается под определенные изделия.
- Чаще всего используются механические разводки. Они позволяют проводить изменение угла положения, а также их ширины. Этот инструмент характеризуется более высокой эффективностью в применении.
- Подручный вариант исполнения не предназначен для работы с ножовкой по дереву, но может применяться для этого. Примером назовем плоскогубцы и другие подручный инструменты, встречающиеся практически в каждой мастерской.

Если пиление проводится часто, то специалисты рекомендуют приобрести специальное приспособление, позволяющее быстро выставить требуемый угол.
Как правильно развести зубья ножовки?
Довольно распространенным вопросом можно назвать то, как развести зубья у ножовки по дереву. Если они смещены в одной линии, распил получается узким, и рабочая часть застревает в одном месте. При этом происходит быстрый нагрев металла, за счет чего он начинает расширяться. Чтобы провести развод зубьев качественно рекомендуется использовать специальные механизмы. Рекомендации по проводимой работе выглядят следующим образом:
- Пила зажимается в тиски для надежной фиксации. Исключить вероятность повреждения рабочей части можно за счет применения фанеры в качестве подкладки.
- Все режущие элементы отгибаются через один поочередно на рекомендуемый угол.
При рассмотрении того, как сделать развод на ножовке отметим, что несколько элементов, отклоненные на больший угол могут стать причиной усложнения пиления.
Требования к разводке ножовки
Для того чтобы правильно провести разводку нужно уделить внимание основным требованиям. Они следующие:
- Процедура проводится при фиксации инструмента.
- Должен строго выдерживаться требуемый угол, отклонение от него становится причиной снижения качества полученного среза.
- На момент работы уделяется внимание тому, чтобы поверхность не имела дефектов.

Стоит учитывать, что слишком большой показатель становится причиной увеличения ширина распила, за счет чего снижается показатель производительности. Именно поэтому для развода зубьев должно применяться специальное приспособление.
Разводка зубьев в домашних условиях
Сегодня в домашних условиях практически не встретишь специальные устройства, предназначенные для обслуживания ножовки по металлу. Однако даже при его отсутствии есть возможность провести работу подручными инструментами. Рекомендации следующие:
- Для начала ножовка должна быть надежно закреплена в тисках. Это связано с тем, что для загиба нужно прикладывать большое усилие.
- Провести загиб можно при применении пассатижей. Для того чтобы выдерживать правильный угол следует предварительно создать шаблон.
- Нельзя пропускать не один элемент режущей кромки. При этом следует уделять внимание состоянию поверхности, так как выявленные дефекты указывают на то, что ножовка по дереву не может использоваться.
Даже в домашних условиях при отсутствии специального механизма можно провести правильную разводку и существенно продлить эксплуатационный срок пилы по дереву. При этом важно выдержать требуемый угол, так как слишком широкий распил становится причиной существенного снижения производительности, слишком узкий приводит к нагреву рабочей части и ее сильному износу.
Некоторые фирмы предоставляют услуги, связанные с проведение подобной работы. Отметим, что стоимость специального механизма относительно небольшая, поэтому лучше всего его приобрести и процедуру можно будет проводить неоднократно.
Приветствуем всех любителей деревообработки. Тему до этого видео автору канала подсказал зритель, который попросил рассказать о том, как правильно разводить ножовки.
Перед вами лежит инструмент. Ножовка, круглая пила и победитовые диски. С чего начнем? Тема это уже не такая актуальная. Ее значение потихоньку падает, потому что несколько десятилетий назад появились первые победитовые диски. Образцам по 30 лет. Они пилили дсп. Его не нужно было разводить благодаря твердосплавным пластинам. Долго служили.
Современный итальянский диск с твердосплавными пластинами. Он изготовлен более аккуратно. Чтобы его не деформировало во время работы, сделано пропилы. Ширина 2,5 мм. Сопротивление материала совсем маленькая. Для этих дисков развод не нужен. Что касается ножовки с каленым зубом, там тоже развод не требуется. Они готовы к применению. Но затачивать их невозможно напильником. Только на электроточиле. Остаётся всё же актуальным вопрос по поводу развода зубьев. С чего начинать это дело? Чтобы грамотно развести ножовку, нужно профуговать. После этого прорезать между зубами разметку болгаркой буквально чуть-чуть, чтобы каждый зуб был одинаковой высоты. После этого разводить.

От чего отталкиваться, как правильно работать? Замеряем толщину полотна. Нужно учесть, какую древесину собираемся пилить. Если она сырая, рыхлая, или сухая и твердая, развод должен быть разным. Для рыхлой сырой древесины развод нужно большое. Но не более 2 толщин полотна. Если полотно 0,8, развод должен быть 1,5 мм – ширина пропила. Если древесина сухая, ее нужно качественно разрезать, но этого нужно не более чем 1,5 толщины полотна. Тогда сопротивление материала будет минимальным. Ножовку зажимать не будет.
Как основная масса делает развод. Люди хвалились и говорили, что делают это топором. Это само за себя говорит, что работает опорная, то есть грубая. Зубы должны отклоняться вправо и влево на один и тот же угол. Если они будут плясать, то есть один больше, другой меньше, такое качество пиления будет плохое. Перед будет тяжело, будет цепляться. Зубы будут выбиваться. Качество будет плохое. Смотрите продолжение на видео с пятой минуты.
Для обработки деревянных заготовок, изменения длины и формы часто применяется пила. Этот инструмент представлен сочетанием рабочей части и рукоятки. При этом рабочая часть представлена металлической пластиной с режущими элементами, которые расположены в определенной последовательности относительно друг друга. Только при правильном и своевременно обслуживании можно исключить вероятность износа изделия. Примером можно назвать разводку зубьев, которая выполняется время от времени для обеспечения плавного хода инструмента по полученному срезу.
Приспособление для развода зубьев пилы
Разводка режущей кромки в разные стороны позволяет исключить вероятность застревания полотна на момент работы. Примером можно назвать случай, когда при разрезе толстого бревна полотно нельзя сдвинуть с места и вынуть. Также пила может заклинить по причине нагрева металла и его расширения, горячая часть может разогреть смолу и превратить его в своего рода клей.
Использовать приспособление для разводки зубьев ножовок следует для того, чтобы избежать подобных проблем. Не стоит забывать о том, что допущенные ошибки при работе могут привести еще к большим проблемам. Провести рассматриваемую процедуру можно при применении следующих инструментов:
- Встречаются специальные механизмы. Они позволяют в ручном режиме провести смещение отдельных элементов относительно друг друга. Стоит учитывать, что подобный вариант исполнения изготавливается под определенные изделия.
- Чаще всего используются механические разводки. Они позволяют проводить изменение угла положения, а также их ширины. Этот инструмент характеризуется более высокой эффективностью в применении.
- Подручный вариант исполнения не предназначен для работы с ножовкой по дереву, но может применяться для этого. Примером назовем плоскогубцы и другие подручный инструменты, встречающиеся практически в каждой мастерской.

Если пиление проводится часто, то специалисты рекомендуют приобрести специальное приспособление, позволяющее быстро выставить требуемый угол.











Выравнивание высоты звеньев
Все зубцы должны иметь одинаковую высоту.
Неоднородный край приводит в неравномерной нагрузке и значительно снижает эффективность работы.
Проверка высоты зубьев ножовки
Проверять высоту зубьев необходимо перед заточкой инструмента.
Для этого на твердую и ровную поверхность кладут лист однотонной бумаги, и плотно прижимают резцы до получения четкого отпечатка.
При наличии зубьев выступающих из общего ряда, следы от них отразятся на отпечатке.
При наличии более высоких зубцов, их аккуратно спиливают плоским напильником до общего уровня.
Как правильно развести зубья ножовки?
Довольно распространенным вопросом можно назвать то, как развести зубья у ножовки по дереву. Если они смещены в одной линии, распил получается узким, и рабочая часть застревает в одном месте. При этом происходит быстрый нагрев металла, за счет чего он начинает расширяться. Чтобы провести развод зубьев качественно рекомендуется использовать специальные механизмы. Рекомендации по проводимой работе выглядят следующим образом:
- Пила зажимается в тиски для надежной фиксации. Исключить вероятность повреждения рабочей части можно за счет применения фанеры в качестве подкладки.
- Все режущие элементы отгибаются через один поочередно на рекомендуемый угол.
При рассмотрении того, как сделать развод на ножовке отметим, что несколько элементов, отклоненные на больший угол могут стать причиной усложнения пиления.
Похожие записи
Заточка и разводка пилы
Основной режущий элемент хоть какой ручной пилы. ряд зубьев, нарезанных на полотне и представляющих из себя резцы в облике клиньев. Древесную породу, в процессе изготовления из нее различных изделий, распиливают вдоль, поперек и под углом Θ к ее волокнам, по этой причине различают поперечное, продольное пиления и пиление под углом к ее волокнам и при варианте употребляют соответственный тип пилы, отличающийся от других формой зубьев.
При поперечном пилении используют поперечные пилы, режущие кромки зубьев которых при движении в древесной породе перерезывают ее волокна как ножиком и образуют пропил. Продольное пиление отличается от поперечного тем, что направление движения пилы параллельно волокнам древесной породы. Фронтальные кромки зубьев продольных пил строгают древесную породу, как ножики в рубанках, и, углубляясь, образуют пропил. При распиливании древесной породы под углом Θ к ее волокнам используют универсальные (смешанные) пилы с зубьями, являющимися промежной формой зубьев поперечных и продольных пил.
Требования к разводке ножовки
Для того чтобы правильно провести разводку нужно уделить внимание основным требованиям. Они следующие:
- Процедура проводится при фиксации инструмента.
- Должен строго выдерживаться требуемый угол, отклонение от него становится причиной снижения качества полученного среза.
- На момент работы уделяется внимание тому, чтобы поверхность не имела дефектов.

Стоит учитывать, что слишком большой показатель становится причиной увеличения ширина распила, за счет чего снижается показатель производительности. Именно поэтому для развода зубьев должно применяться специальное приспособление.
Разводка зубьев в домашних условиях
Сегодня в домашних условиях практически не встретишь специальные устройства, предназначенные для обслуживания ножовки по металлу. Однако даже при его отсутствии есть возможность провести работу подручными инструментами. Рекомендации следующие:
- Для начала ножовка должна быть надежно закреплена в тисках. Это связано с тем, что для загиба нужно прикладывать большое усилие.
- Провести загиб можно при применении пассатижей. Для того чтобы выдерживать правильный угол следует предварительно создать шаблон.
- Нельзя пропускать не один элемент режущей кромки. При этом следует уделять внимание состоянию поверхности, так как выявленные дефекты указывают на то, что ножовка по дереву не может использоваться.
Даже в домашних условиях при отсутствии специального механизма можно провести правильную разводку и существенно продлить эксплуатационный срок пилы по дереву. При этом важно выдержать требуемый угол, так как слишком широкий распил становится причиной существенного снижения производительности, слишком узкий приводит к нагреву рабочей части и ее сильному износу.
Некоторые фирмы предоставляют услуги, связанные с проведение подобной работы. Отметим, что стоимость специального механизма относительно небольшая, поэтому лучше всего его приобрести и процедуру можно будет проводить неоднократно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
При работах с деревом часто используют такой инструмент, как ручная пила или ножовка. Со временем полотно изнашивается, вследствие чего процесс распиловки становится труднее. В этом случае необходимо произвести развод пилы. Заключается данная процедура в том, что зубья разгибаются в разные стороны ручным или автоматическим способом.
Рекомендации по заточке
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Для пил с мелкими зубьями развод делают 0,1-0,2 мм на одну сторону, для средних зубьев 0,2-0,3 мм и для крупных 0,3-0,6 мм. Отгибают зубья на меньшую величину для пиления твердой древесины и на большую для пиления мягкой древесины. Так, для сухой твердой древесины каждый зуб отгибают в среднем на 0,25-0,5 мм, а мягкой на 0,5-0,6 мм.
Благодаря разводу зубьев пропил получается шире толщины полотна, поэтому оно свободно перемещается в пропиле.
Для развода и заточки пилы полотно неподвижно и прямолинейно надежно зажимают на расстоянии 3-5 мм от линии основания зубьев между брусками, в специальных зажимах, закрепленных на верстаке.
В результате развода все зубья полотна должны быть отогнуты на одинаковую величину, а их вершины с каждой стороны полотна находиться на одной линии.
Правильный развод и заточка пилы контролируют шаблоном, который прикладывают к полотну и проводят по венцу зубьев с обеих сторон полотна. Неправильно отогнутые зубья необходимо исправить, так как они будут давать неровный пропил и уводить полотно от риски. Кроме того, менее отогнутые зубья не будут участвовать в работе, а более отогнутые будут пилить с повышенной нагрузкой и быстро выйдут из строя. ——————————— ИНТЕРНЕТ ВАМ НА ЧТО .
Способы разводки ручной пилы
Лучше всего это делать на специальном оборудовании – разводном станке. На нем при помощи индикатора можно определить верное отклонение зуба, поэтому работу произвести можно в считанные минуты.
Если станок найти трудно, можно развести ножовку вручную
. Однако на выполнение процедуры уйдет немало сил и времени, к тому же здесь не обойтись без специального
инструмента – разводки
, которую можно смастерить и собственными силами. Представляет она собой пластину из металла с пропиленным пазом шириной 1,5мм и высотой 5мм. Пилу зажимают в тиски и этим пазом захватывают зуб инструмента и отводят его в нужном направлении.
Формы режущей части и угол заточки

Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
После выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Для каждой модели производитель определяет максимальное значение отклонения. Если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Как заточить ручную пилу
После развода пилу необходимо подвергнуть заточке
. Для данной процедуры не требуется специального оборудования, здесь можно обойтись обычным треугольным напильником. Техника заточки этим инструментом следующая. Напильник берут одной рукой за рукоятку, другой за кончик инструмента и двигают от себя, нажимая на зубья плавно и равномерно, затем в обратном направлении, не касаясь зубьев. Зубья ручной пилы необходимо заострять с двух сторон, от вершины к основанию.
После заточки на гранях зубьев могут образоваться заусенцы, которые негативно будут сказываться на работе инструмента, выкрашиваясь и затуплять зубья. Их необходимо удалить при помощи напильника с мелкой насечкой.
При эксплуатации пила затупляется, поэтому иногда зубья подтачивают наждачным бруском. Постоянная заточка выравнивает разводку, чтобы пила сохранялась в рабочем состоянии, разведение зубьев необходимо периодически повторять. Однако проводить капитальную разводку и заточку зубьев не требуется слишком часто.
Читайте также: