
Как подачу на зуб перевести в минутную
Добавил пользователь Владимир З.
В процессе фрезерования зубья многолезвийного режущего инструмента, вращающегося вокруг своей оси, поочерёдно следуя один за другим, врезаются в материал заготовки, которая движется на фрезу. В результате такого рода движений происходит отделение слоя металла с образованием стружки. Элементами режима резания, сопровождающими фрезерование, является глубина, на которую погружается фреза, скорость резания с которой фрезеруется материал и подача движения заготовки.
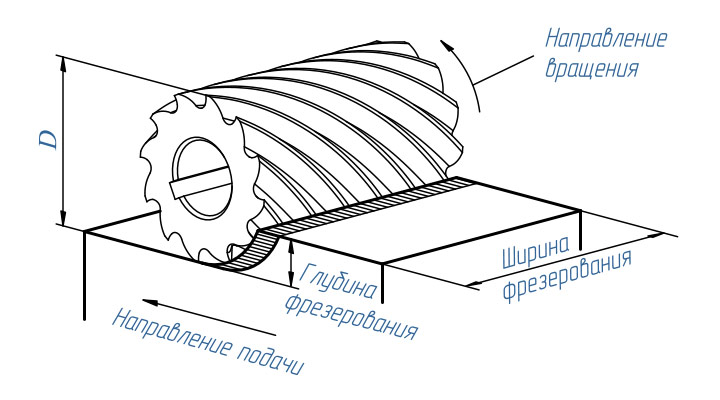
Ширина фрезерования это расстояние, на котором главные режущие кромки зубьев фрезы соприкасаются с заготовкой.
Глубина резания это слой металла с определённой толщиной, который удаляется в процессе фрезерования за один рабочий проход. Измеряется глубина фрезерования как разность между обрабатываемой поверхностью и образующейся в результате обработки.
Главное движение при фрезеровании это есть ни что иное как вращение фрезы. Выполняя технологические операции, связанные с фрезерованием, режущему инструменту задаётся вращение и при этом в настройках станка устанавливается число оборотов за единицу времени. Однако главным параметром вращения фрезы является не то число оборотов, с которым она поворачивается вокруг своей оси, а скорость резания.
Скорость резания
Скорость резания для фрезы это расстояние, преодолеваемое за одну минуту режущей кромкой на наиболее отдалённой точке радиуса инструмента относительно оси вращения.
Скорость резания рассчитывается по формуле представленной ниже:
- V – скорость резания
- π – 3.1416
- D – диаметр фрезы( мм )
- n – частота вращения фрезы( об/мин )
- 1000 – коэффициент перевода мм в м
При технологических расчётах выбирается скорость резания согласованная со свойствами инструмента. Иными словами скорость резания должна быть допустимой в соответствии с периодом стойкости режущего инструмента.
Обороты
Обороты фрезы ( n ), как упоминалось выше, являются главным движением станка. Перед выполнением какой либо работы на станке, фрезеровщику приходится настраивать режимы резания одним из компонентов которых является вращение фрезы. Так как на промышленном оборудовании переключение скоростей указывается в оборотах в минуту, соответственно требуется знать их число, которое можно рассчитать по формуле:
Подача
Подача ( S ) это рабочее перемещение подвижных частей станка, на одних из которых крепятся режущие инструменты, а на других детали или заготовки подвергаемые обработке. Подача является одной из основных характеристик режима резания, которая необходима при обработке на станках.
При выполнении фрезерных работ используются следующие виды подач:
- Подача на один зуб;
- Подача на один оборот;
- Минутная подача.
С помощью фрезерного станка можно задавать подачи в вертикальном, продольном и поперечном направлении.
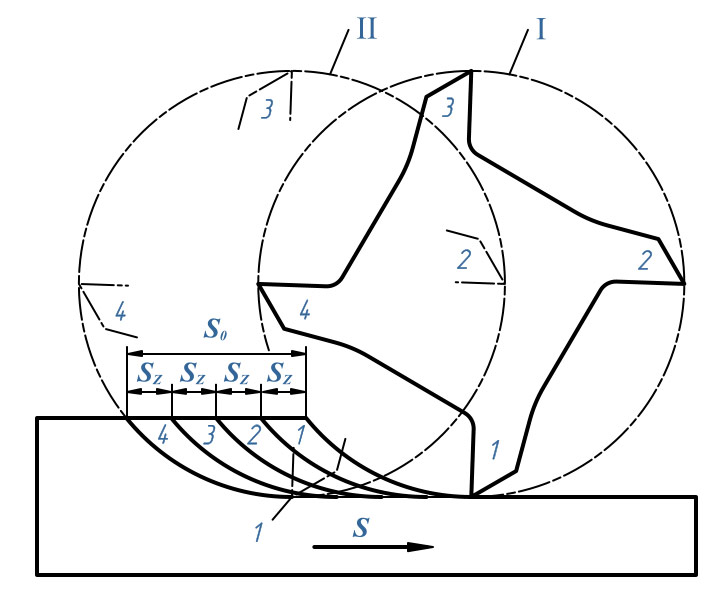
Подача на зуб ( SZ мм / зуб ) – это отношение минутной подачи и произведения частоты вращения шпинделя к числу зубьев, которыми располагает фреза.
Подача на один оборот фрезы ( S0 мм / об ) – это произведение, полученное в результате умножения подачи на зуб, на количество зубьев режущего многолезвийного инструмента.
Минутная подача ( SМ мм / мин ) – это рабочее перемещение фрезерного стола проходящего расстояние, измеряемое в миллиметрах за одну минуту. Минутную подачу можно вычислить, если умножить значение подачи на один оборот фрезы на число оборотов шпинделя или умножением подачи на зуб на число зубьев фрезы и на её обороты.
Такие опции как подача, скорость резания для инструмента, глубина и ширина, задаваемая в процессе обработки, являются составляющими режимов фрезерования. Режим резания считается оптимальным при условии разумного сочетания всех его элементов обеспечивающих наибольшую производительность, экономию средств, при неизменных качественных показателях в отношении точно¬сти изделий и чистоты обработки их поверхностей.
Благодаря научному подходу для резания металлов были установлены эффективные скорости резания и подачи при условии выбора глубины и ширины при фрезеровании различных металлов и сплавов фрезами соответствующих марок. Подобные данные записаны в специальных таблицах по нормативам режимов резания.



Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
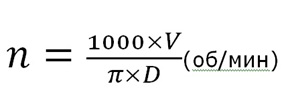
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) - путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz - подача на один зуб фрезы (мм)
z - количество зубьев фрезы
n - частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
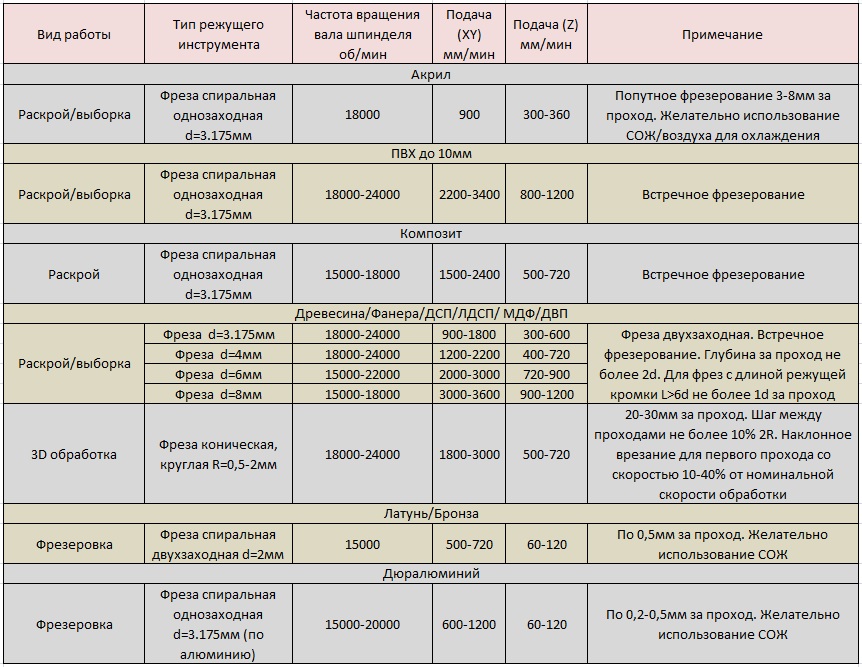
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Normal 0 false false false RU X-NONE X-NONE
Скорость резания = м/мин*
Подача инструмента = мм/мин
| МАТЕРИАЛ | ТВЕРДОСТЬ | СКОРОСТЬ РЕЗАНИЯ (М/МИН) | ДИАМЕТР ИНСТРУМЕНТА | ||
| 1 - 3 мм | 3.5 - 5 мм | 6 - 9 мм | |||
| ПОДАЧА (ММ/ЗУБ) | |||||
| Стали общего применения | 270НВ | 40 | 0,004-0,008 | 0,009-0,012 | 0,014-0,018 |
| Стальное литье | 200НВ | 60 | 0,004-0,007 | 0,008-0,010 | 0,011-0,015 |
| Чугуны | 200НВ | 80 | 0,008-0,010 | 0,011-0,014 | 0,015-0,023 |
| Медь | |||||
| Пластик ПВХ / раскрой | Фреза 3,175 (1,2-заходная) Фреза 6 (1,2-заходная) | 600-1500 | 150-300 | 15000-24000 | До 5 |
| Оргстекло / Раскрой, выборка | Фреза 3,175 (1-заходная) Фреза 6 (1-заходная) | 500-1400 | 150-300 | 15000-19000 | До 5 |
| Оргстекло / гравировка | Гравер конический 3,175 Гравер конический 6 | 200-1200 | 50-100 | 15000-20000 | До 2 |
| Композит / раскрой | Фреза 3,175 (1,2-заходная) Фреза 6 (1,2-заходная) | 500-850 | 100-200 | 15000-18000 | До 5 |
| Дерево / Выборка, раскрой | Фреза 3,175 (1-заходная) | 600-1000 | 150-300 | 17000-22000 | До 5 |
| Дерево / Выборка, раскрой | Фреза 6 (1,2-заходная) | 600-1200 | 150-300 | 15000-22000 | До 10 |
| Дерево / гравировка | Гравер конический 3,175 Гравер конический 6 | 500-900 | 150-300 | 17000-24000 | До 4 |
| ДСП / Раскрой | Фреза 6 (1,2-заходная) | 500-850 | 150-250 | 17000-22000 | До 8 |
| МДФ / Раскрой Выборка | Фреза 6 (1,2-заходная) Компрессионная или с удалением стружки вниз | 500-1500 | 150-250 | 18000-24000 | До 10 |
| Алюминий Д16Т / Выборка, раскрой | Фреза 3,175 (1, 3-заходная) Фреза 6 (1,3-заходная) Рекомендуется подача СОЖ | 700-1200 | 10-80 | 15000-22000 | До 0,4 |
| Алюминий Д16Т / Сверление фрезой, многопроходное с выводом | Фреза 3,175 (1-заходная) Специальная Рекомендуется подача СОЖ | - | 10-30 | 15000-19000 | 2-4 |
| Бронза, Латунь / гравировка | Гравер конический 3,175 Гравер конический 6 Рекомендуется подача СОЖ | 200-500 | 10-80 | 15000-24000 | До 0,3 |
| Бронза, Латунь / Выборка, раскрой | Фреза 3,175 (1, 3-заходная) Рекомендуется подача СОЖ | 500-850 | 10-80 | 15000-18000 | До 0,4 |
| Магний / гравировка | Гравер конический 3,175 Гравер конический 6 Рекомендуется подача СОЖ | 300-850 | 30-100 | 13000-17000 | До 0,4 |
Рекомендации по выбору фрез
| Какая фреза для какого материала | 1-заходная | 2-заходная | 3-заходная | |||
| грубо | чисто | грубо | чисто | грубо | чисто | |
| Древесные материалы | ||||||
| Мягкая древесина (сосна) | ++ | 0 | +(+) | 0 | 0 | - |
| Твердая (дуб,бук), фанера, МДФ | +(+) | 0 | ++ | 0 | +(-) | - |
| Пластмассы | ||||||
| ПВХ, Полистирол, Тефлон, Пены | ++ | + | + | 0 | - | -- |
| Дюропласт, Материалы с бакелитом (ДСП) | + | + | ++ | + | + | - |
| Плексиглас налитой | ++ | + | +(+) | - | 0 | - |
| Металлы | ||||||
| Мягкий алюминий (Alucobond) | ++ | + | + | 0 | - | -- |
| Жесткий алюминий (Floxal) | 0 | + | + | ++ | 0 | + |
| Латунь,бронза, медные сплавы | -- | - | 0 | +(-) | + | ++ |
| Конструкционная сталь | -- | -- | - | + | - | ++ |
| Высококачественная сталь | -- | -- | -- | - | -- | + |
| ++ Очень хорошо + Хорошо 0 Удовлетворительно | - Плохо -- Не подходит | |||||
При обработке твердых сортов сталей рекомендуется использовать 4-х и более заходные фрезы.
- Станки фрезерные с ЧПУ
- Токарные станки с ЧПУ
- Дополнительное оборудование для ЧПУ станков
- Комплектующие для станков с ЧПУ
- Режущий инструмент
- Мини чпу станок
- Вакуумные столы
- Шпиндели с автосменой инструмента
-
Заказы онлайн
Если Вы не уверены в выборе или сомневаетесь, то наши специалисты бесплатно проконсультируют Вас по любым вопросам, связанным с нашими предложениями
Вы всегда можете задать вопрос по телефону:
Рабочие дни: 10:00-20:00 (мск)
Выходные дни: 10:00-17:00 (мск)
За последние 10 лет мировые лидеры в области режущего инструмента представили на рынке образцы, позволяющие в несколько раз повысить производительность и качество обработки. Ранее, до появления такого инструмента, минутная подача не превышала 300 мм/мин при обработке конструкционных сталей и 600 мм/мин при обработке легких сплавов. Сейчас, если станок обеспечивает необходимые обороты, скорость подачи может достигать 1500 и 10 000 мм/мин соответственно. Например, сверла для обработки алюминиевых сплавов фирмы SANDVIK для достижения максимальной производительности требуют оборотов шпинделя до 25 000 об./мин и скорости подачи до 9000 мм/мин. Конечно, далеко не каждый станок может поддерживать такие режимы при глубине сверления 10- 15 мм.
Однако сам по себе инструмент не способен обеспечить нужные параметры получаемой детали, в первую очередь точностные характеристики. Следовательно, это должно быть заложено в управляющей программе. Что же следует учитывать CAM-системам при создании УП для фрезерования? На наш взгляд, определяющими являются следующее факторы:
- учет динамических характеристик станка;
- максимально точное выдерживание оптимальных режимов резания для выбранного инструмента.
Рассмотрим эти факторы более подробно.
Динамические характеристики оборудования
Рабочие органы станка имеют значительную массу и, как следствие, большую инерционность. Для исключения излишних нагрузок на приводы и увеличения срока их службы в системы ЧПУ обычно закладываются специальные параметры, которые определяют угол перелома (реверса) траектории и характеристики разгона/торможения (максимально возможное ускорение). При всех изменениях направления движения на этот или более острый угол система управления выполнит торможение в конце перемещения перед переломом и разгон после него.
Давайте рассмотрим пример сброса скорости подачи (с 400 до 10 мм/мин), который производит система управления станка МАНО-600 на визуально гладкой траектории, созданной в системе Master-CAM. Траектория имеет очень незначительные отклонения от модели — до 0,004 мм, но поскольку все перемещения достаточно малы, то возникает ситуация реверсного угла — даже небольшое изменение направления приводит к торможению. Как было выяснено экспериментальным путем, станок МАНО-600 значительно сбрасывает подачу при развернутом угле перелома траектории 175° и меньше.
Если длина перемещения, заданная в кадре перед переломом, меньше, чем это необходимо для торможения, система управления не может обеспечить сброс подачи. При этом инструмент отклоняется от заданной траектории и на обрабатываемой детали получается подрез (рис. 1). Данная диаграмма получена путем промера точек траектории на КИМ SKY-1 и наложения их на математическую модель.

Рис. 1. Пример отклонения инструмента от расчетной траектории
При обработке поверхностей с наличием переломов или зон вырождения такая ситуация возникает по нескольку раз на каждом проходе. Максимальный подрез в этом случае достигал 0,39 мм при обработке матричного блока выдувной формы ФЛS-130-03-000-СБ (это хорошо видно на рис. 2).

Рис. 2. Подрезы на реальной детали
Есть еще один негативный момент в ситуации реверсного угла: поскольку в этом случае включается режим экстренного торможения, то возникают механические и электрические нагрузки на привод, превышающие нормальные эксплуатационные значения, а это приводит к уменьшению срока службы ШВП и систем управления электроприводами.
Для исключения подобных ситуаций в отечественной интегрированной CAD/CAM/CAPP-системе ADEM-VX начиная с версии 8.1 был реализован механизм, который значительно уменьшает риск появления подобных подрезов. Результаты промера той же самой детали, обработанной в ADEM-VX с теми же режимами, представлены на рис. 3.
Оптимальные режимы резания инструмента
Не менее важной для обеспечения качества и точности обработки является необходимость строгого соблюдения рекомендаций фирм — производителей инструмента относительно используемых режимов резания.
Для определения важности каждого параметра режимов резания рассмотрим упрощенный порядок их расчета, например, для обработки деталей из конструкционных углеродистых и легированных сталей концевыми быстрорежущими фрезами.
Первой рассчитывается подача на зуб — Fz:
где: D — диаметр фрезы; T — глубина фрезерования; B — ширина фрезерования; K — набор коэффициентов, учитывающих механические свойства материала заготовки, чистоту и вид обрабатываемой поверхности, отношение вылета к диаметру инструмента и др.
Затем рассчитывается скорость резания V:
где Nz — количество зубьев фрезы; t — время стойкости фрезы.
Далее рассчитываются обороты и подача:
N = V•1000/(
•D).
Давайте рассмотрим, на что влияет каждый из этих параметров.
Подача на зуб
Данный параметр определяет основные условия резания. Он задает толщину снимаемой стружки и обеспечивает создание необходимого усилия для резания. Условие создания усилия резания определяет минимальную подачу на зуб и зависит от типа инструмента.
При попутном фрезеровании задание подачи на зуб меньше минимально допустимой приводит к ухудшению условий резания и повышенному износу инструмента. Это происходит потому, что первый зуб не может срезать слишком тонкий слой металла: на режущей кромке не создается достаточная сила резания и он проскальзывает, резать начинает только второй или третий зуб. При этом возникает дополнительная нагрузка на инструмент и на станок из-за избыточного трения при проскальзывании зубьев. Кроме того, поскольку фреза работает через зуб, а то и через два, возникает вибрация, которая приводит к разрушению режущей кромки инструмента, повышенному износу узлов станка и плохому качеству обрабатываемой поверхности.
При встречном фрезеровании даже при оптимальной подаче зуб фрезы входит в металл по касательной, со стружкой нулевой толщины и проскальзывает до тех пор, пока сила давления режущей кромки не достигнет необходимой величины для создания достаточной силы резания. Процесс резания больше напоминает выглаживание с сопутствующими ему высокой температурой и повышенным трением. Зачастую это приводит к нежелательному упрочнению поверхностного слоя детали и повышенному износу инструмента.
Поэтому встречное фрезерование следует применять при наличии твердой корки на первом проходе или зазоров в приводе станка, так как при попутном фрезеровании в этой ситуации силы резания могут сместить стол, что приведет к «подрыву» — внезапному увеличению подачи на зуб и поломке инструмента. Кроме того, при встречном фрезеровании необходимо обращать особое внимание на удаление стружки из зоны резания.
Скорость резания
Скорость резания — это окружная скорость движения режущей кромки, вектор которой направлен по касательной к диаметру инструмента (для фрезерной обработки). Она оказывает основное влияние на время стойкости инструмента при условии задания оптимальной подачи на зуб. Ее значение зависит от многих параметров (смотри формулу расчета).
Обороты и минутная подача
Как видите, обороты и минутная подача являются производными от скорости резания и диаметра инструмента. Кроме того, они задаются в управляющей программе для станка. И если обороты, как правило, не изменяются от начала до конца работы одного инструмента, то минутная подача может меняться на любом участке траектории.
Существующее мнение, что минутная подача должна быть константой, ошибочно. Из всего вышесказанного очевидно, что постоянной необходимо выдерживать подачу на зуб, а минутная подача может и должна меняться. Наиболее простым примером этого служит фрезеровка отверстий или обкатка углов на контуре. При движении фрезы при обработке внутреннего радиуса возникает ситуация, когда периферия инструмента перемещается с гораздо большей скоростью. Например, если при движении по радиусу 1 мм фрезой 
10 мм задана подача 300 мм/мин, то непосредственно на контуре минутная подача будет равна 1500 мм/мин. Соответственно реальная подача на зуб возрастет в пять раз(!), что несомненно приведет к поломке инструмента.
При обработке выпуклых поверхностей мы получаем обратный эффект — подача падает.
Рассчитать вручную необходимое изменение минутной подачи на каждый участок траектории вряд ли возможно. Это становится очевидным при обработке сложных поверхностей, где практически каждый проход должен выполняться со своей минутной подачей.

Рис. 3. Учет угла реверса в системе ADEM-VX
Заметим, что практически во всех САМ-системах существует механизм коррекции минутной подачи, который, как правило, основан на выделении зоны торможения. Для «старого» инструмента этот алгоритм работает хорошо, поскольку изменение подачи составляет не более 50%. Однако при применении современного инструмента, когда необходимо изменение минутной подачи в несколько раз, этот алгоритм приводит к его повышенному износу, что наглядно видно на рис. 4. Данный рисунок получен путем обмера детали на КИМ и наложения результатов на математическую модель.

Рис. 4. Традиционный метод корректировки минутной подачи
В качестве примера возьмем ту же деталь, которая использовалась для создания диаграммы, представленной на рис. 1. Она изготовлена из стали 40Х (твердостью 46 HRC), припуск на обработку 0,05 мм.
В местах, обозначенных цифрой 1, минутная подача равна 400 мм/мин и обеспечивает подачу на зуб 0,06 мм, что, согласно рекомендациям фирмы SANDVIK, соответствует оптимальному режиму. Отклонение не превышает 0,01 мм.
На участках 2 в программе задан плавный сброс минутной подачи до 10 мм/мин, а затем согласно динамическим требованиям станка — разгон. На этих участках подача на зуб составила менее 0,007 мм, в результате чего из 0,05 мм припуска фреза смогла срезать только 0,03 мм. Поскольку сильно заниженная подача на зуб не обеспечила необходимого усилия резания, стойкость фрезы уменьшилась примерно в 10 раз.
В то же время на участках 3 хотя минутная подача и была равна 10 мм/мин, но за счет малого радиуса разворота подача на зуб составила 0,03 мм, что хоть и меньше оптимальной, но больше минимально допустимой. В результате отклонения полученного контура сразу уменьшились. При этом если уменьшить величину аппроксимации с целью улучшить качество поверхности, то возникнет ситуация реверсного угла, описанного выше.
Из приведенного примера очевидно, что традиционные методы изменения минутной подачи для современного инструмента неприемлемы. Именно поэтому в версии 8.1 системы ADEM-VX были реализованы оба метода, обеспечивающих повышение точности фрезерной обработки:
при расчете зон торможения принимаются во внимание динамические характеристики станка;
корректировка подачи производится для каждого участка траектории исходя из заданных оборотов, числа зубьев фрезы, подачи на зуб и кривизны обрабатываемого контура на конкретном участке.
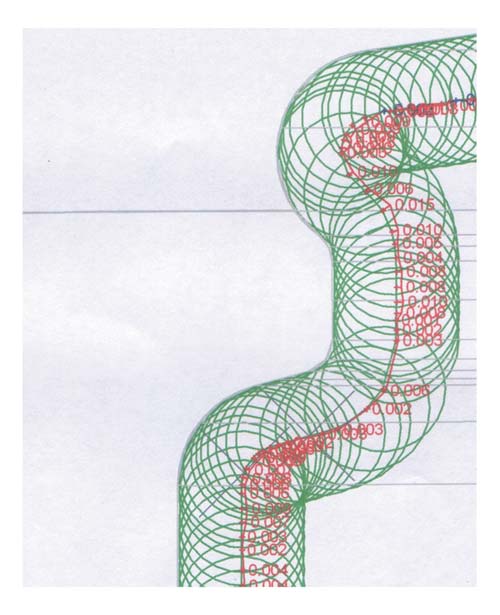
Рис. 5. Фрагмент траектории, созданной в CAD/CAM ADEM-VX
Это существенно повысило точность получаемых деталей, уменьшило общее время работы УП и значительно увеличило стойкость инструмента. Так, обмер детали, созданной на основе УП, подготовленной в ADEM-VX, показал практически равномерное отклонение по всему контуру, не превышающее 0,015 мм в наиболее сложных местах (рис. 5). Практическая проверка полностью подтвердила правильность реализованных методик.
Итак, учет динамики станка и оптимальные режимы обработки — вот залог максимальной точности получаемых деталей.
Здесь приведены полезные формулы и определения, необходимые для фрезерования: процесс обработки, фрезы, методы фрезерования и т. д. Умение правильно рассчитать скорость резания, подачу на зуб и скорость съёма металла имеет решающее значение для получения хороших результатов при выполнении любой фрезерной операции.
Осевая глубина резания
Диаметр резания при глубине резания ap
Обрабатываемый диаметр (диаметр детали)
Подача на оборот
Частота вращения шпинделя
Эффективная скорость резания
Эффективное число зубьев
Максимальная толщина стружки
Средняя толщина стружки
Удельная сила резания
Скорость съёма металла
Главный угол в плане
Угол в плане (дюйм.)
Процесс фрезерования: определения
- Скорость резания, v c
Окружная скорость перемещения режущей кромки относительно заготовки.
- Эффективная или фактическая скорость резания, v e
Окружная скорость на эффективном диаметре резания ( DC ap). Это значение необходимо для определения режимов резания при фактической глубине резания ( a p). Это особенно важно при использовании фрез с круглыми пластинами, фрез со сферическим концом и всех фрез с большим радиусом при вершине, а также фрез с главным углом в плане менее 90 градусов.
- Частота вращения шпинделя, n
Число оборотов фрезы, закрепленной в шпинделе, совершаемое за минуту. Этот параметр связан с характеристиками станка и вычисляется на основе рекомендованной скорости резания для данной операции.
- Подача на зуб, f z
Параметр для расчёта минутной подачи. Подача на зуб определяется исходя из рекомендуемых значений максимальной толщины стружки.
- Подача на оборот, f n
Вспомогательный параметр, показывающий, на какое расстояние перемещается инструмент за один полный оборот. Измеряется в мм/об и используется для расчёта минутной подачи и нередко является определяющим параметром в отношении чистовой обработки.
- Минутная подача, v f
Её также называют скоростью подачи. Это скорость движения инструмента относительно заготовки, выражаемая в пройденном пути за единицу времени. Она связана с подачей на зуб и количеством зубьев фрезы. Число зубьев фрезы (zn) может превышать эффективное число зубьев (zc), то есть количество зубьев в резании, которое используется для определения минутной подачи. Подача на оборот (fn) в мм/об (дюйм/об) используется для расчёта минутной подачи и нередко является определяющим параметром в отношении чистовой обработки.
- Максимальная толщина стружки, h ex
Этот параметр связан с подачей на зуб ( f z), шириной фрезерования ( a e) и главным углом в плане ( k r). Толщина стружки – важный критерий при выборе подачи на зуб для обеспечения наиболее высокой минутной подачи.
- Средняя толщина стружки, h m
Полезный параметр для определения удельной силы резания, используемой для расчёта потребляемой мощности.
- Скорость съёма металла, Q (cм3/мин)
Объём снятого металла в кубических миллиметрах в минуту (дюйм3/мин). Определяется на основе глубины и ширины резания и подачи.
- Удельная сила резания, k ct
Постоянная материала, используемая для расчёта мощности и выражаемая в Н/мм2
- Время обработки, T c (мин)
Отношение обрабатываемой длины ( l m) к минутной подаче ( v f).
- Потребляемая мощность, P c и КПД, ηmt
Характеристики станка, помогающие рассчитать потребляемую мощность и оценить возможность применения инструмента на данном оборудовании для данной операции обработки.
Методы фрезерования: определения
- Линейное врезание
Одновременное поступательное перемещение инструмента в осевом и радиальном направлениях.
- Круговая интерполяция
Перемещение инструмента по круговой траектории при постоянной координате z.
- Круговое фрезерование с врезанием под углом
Перемещение инструмента по круговой траектории с врезанием (винтовая интерполяция).
- Фрезерование в одной плоскости
Фрезерование с постоянной координатой z.
- Фрезерование с точечным контактом
Неглубокое радиальное врезание фрезами с круглыми пластинами или сферическим концом, при котором зона резания смещается от центра инструмента.
- Профильное фрезерование
Формирование повторяющихся выступов при профильной обработке поверхностей сферическим инструментом.
Формулы для разных типов фрез
Формулы для фрез с прямой режущей кромкой
Винтовая интерполяция (по 3 осям) или круговая интерполяция (по 2 осям) - внутренняя обработка
Формулы
Винтовая интерполяция (по 3 осям) или круговая интерполяция (по 2 осям) - наружная обработка
Формулы
Параметры пластин для фрезерования
Геометрия пластин
Важными параметрами геометрии режущей кромки пластины являются:
главный передний угол (γ)
угол заострения (β)
Макрогеометрия создаётся для работы в лёгких, средних и тяжёлых условиях.
Геометрия L (для лёгких условий) имеет более позитивную, но более слабую кромку (большой угол γ, маленький угол β)
Геометрия H (для тяжёлых условий) имеет более прочную, но менее позитивную кромку (маленький угол γ, большой угол β)
Макрогеометрия влияет на многие параметры резания. Пластина с прочной кромкой может работать под большими нагрузками, но при этом создаёт большие силы резания, потребляет больше энергии и выделяет больше тепла. Оптимизированные геометрии имеют специальные буквенные обозначения по классификации ISO.
Конструкция вершины пластины
Самый важный для получения требуемого качества обработанной поверхности элемент режущей кромки – это параллельная фаска b s1 или, если применимо, выпуклая фаска Wiper b s2, или радиус при вершине r ε.
Определения для фрез
- Главный угол в плане ( k r), град.
Главный угол в плане ( k r) является основным геометрическим параметром фрезы, так как он определяет направление силы резания и толщину стружки.
- Диаметр фрезы ( D c), мм
Диаметр фрезы ( D c) измеряется через точку (PK), где основная режущая кромка пересекается с параллельной фаской.
Наиболее информативный параметр – ( D cap) – эффективный диаметр резания при текущей глубине резания ( a p), он используется для расчёта скорости резания. D 3 – максимальный диаметр по пластинам, для некоторых типов фрез он равен D c.
- Глубина резания ( a p), мм
Глубина резания ( a p) – это расстояние между обработанной и необработанной поверхностями, измеряемое вдоль оси фрезы. Максимальное значение a p ограничивается, главным образом, размером пластины и мощностью станка.
При выполнении черновых операций существенное значение имеет величина передаваемого момента. На чистовых этапах обработки более важным становиться наличие или отсутствие вибраций.
- Ширина фрезерования ( a e), мм
Шириной фрезерования ( a e) называют величину срезаемого припуска, измеренную в радиальном направлении. Данный параметр особенно важен при плунжерном фрезеровании. Максимальное значение a e также играет значимую роль при возникновении вибрации на операциях фрезерования в углах.
- Ширина перекрытия ( a e/ D c)
Ширина перекрытия ( a e/ D c) – это отношение ширины фрезерования к диаметру фрезы.
- Эффективное число зубьев фрезы ( z c)
Данная величина используется для определения минутной подачи ( v f) и производительности. Нередко это решающим образом влияет на эвакуацию стружки и стабильность обработки.
- Число зубьев фрезы ( z n)
- Шаг зубьев фрезы (u)
Для определённого диаметра фрезы можно выбрать различный шаг зубьев: крупный (L), нормальный (M), мелкий (H). Буква X в коде фрезы указывает на особо мелкий шаг зубьев
- Неравномерный шаг зубьев фрезы
Означает, что расстояние между зубьями фрезы не одинаковое. Это очень эффективный способ свести к минимуму риск возникновения вибрации.
При создании статьи использованы справочники Sandvik
Читайте также: