
Нагрузка на зуб фрезы увеличивается постепенно
Опубликовано: 15.05.2024

2014-02-09

5268




![]()
![]()
Сущность процесса фрезерования.Фрезерование — процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с заготовки снимают на определенную глубину фрезой, работающей либо торцовой стороной, либо периферией. Главным движением при фрезеровании является вращение фрезы v (рис. 33). Скорость главного движения определяет скорость вращения фрезы. Движением подачи s при фрезеровании является поступательное перемещение обрабатываемой заготовки в продольном,
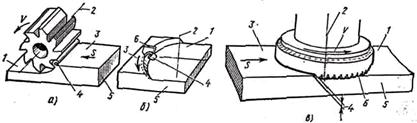
Рис. 33. Схемы фрезерования:
а — цилиндрическое, б и в—торцовое фрезерование; 1—обработанная поверхность, 2-ось вращения фрезы, 3 — обрабатываемая поверхность, 4— стружка, 5 — заготовка, 6 — нож фрезы.
поперечном или вертикальном направлениях. Процесс фрезерования является прерывистым процессом. Каждый зуб фрезы снимает дружку переменной толщины. Операции фрезерования могут быть подразделены на два типа: а) цилиндрическое фрезерование (рис. 33, а); б) торцовое фрезерование (оис. 33, б и в).
При цилиндрическом фрезеровании резание осуществляется зубьями, расположенными на периферии фрезы, и обработанная поверхность 1 является плоскостью, параллельной оси вращения фрезы 2.
На рис. 33, а показана фреза с прямым зубом. Наряду с прямозубыми применяются фрезы с винтовыми зубьями (рис.34).
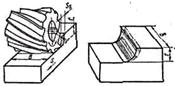
Рис. 34. Фрезерование цилиндрической винтовой фрезой: В — ширина фрезерования, t — глубина фрезерования, s— наибольшая толщина среза
При торцовом фрезеровании (см. рис. 33) резание осуществляется периферийными и торцовыми режущими кромками зубьев. Толщина среза увеличивается к центру среза и уменьшается в месте выхода фрезы из контакта с заготовкой. Начальная и конечная толщина среза зависит от отношения ширины заготовки к диаметру фрезы. Изменение толщины среза зависит также от симметричности расположения фрезы относительно заготовки. Большинство других процессов фрезерования являются комбинацией цилиндрического и торцового методов фрезерования.
Фрезерование против подачи и по подаче. При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование — против подачи и попутное—фрезерование по подаче. Когда окружная скорость фрезы противоположна на правлению подачи (рис. 35,а), процесс
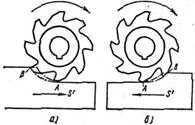
Рис. 35. Фрезерование против подачи (о) и по подаче (б)
фрезерования называется встречным. Толщина среза изменяется от нуля (в точке А) до максимальной величины при выходе зуба из контакта с заготовкой (в точке В). Когда направление окружной скорости фрезы и скорости подачи совпадают (рис. 35,6), процесс фрезерования называется «попутным» фрезерованием. При этом способе фрезерования толщина среза изменяется от максимального значения в точке В в начале входа зуба в контакт с заготовкой до нуля в точке А (при выходе зуба из контакта с заготовкой) .
Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе до максимума при выходе зуба из заготовки. Зуб фрезы работает из-под корки, выламывая корку снизу, фреза «отрывает» заготовку от стола, приподнимая вместе с ней и стол станка, увеличивая зазоры между направляющими стола и станины, что при значительных нагрузках приводит к дрожанию и увеличению шероховатости обработанной поверхности.

При попутном фрезеровании заготовка прижимается к столу, выбирая имеющиеся зазоры в направляющих стола и станины. Зуб фрезы начинает работать с наибольшей толщиной и сразу подвергается максимальной нагрузке.
Равномерность фрезерования. В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерности фрезерования. На рис. 36
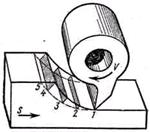
Рис. 36. Схема работы однозубой (условной) фрезой
показана упрощенная схема работы прямозубой фрезы. На фрезе условно показан один зуб. Зуб врезается в заготовку сразу по всей ширине фрезерования. Фреза испытывает толчок. При дальнейшем повороте фрезы толщина стружки будет постепенно увеличиваться (положения 2, 3, 4), будет увеличиваться и сила резания. На участке 4—5 зуб фрезы одновременно выходит из обрабатываемого металла, и сила резания быстро уменьшается до нуля.
Как видно, нагрузка на зуб фрезы в процессе резания резко изменяется. Чем большее число зубьев будет участвовать в работе одновременно, тем более равномерным будет фрезерование. На рис. 37 показана схема работы цилиндрической фрезы с винтовыми зубьями. Зуб такой фрезы врезается в
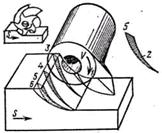
Рис. 37. Схема работы фрезы с винтовым зубом
обрабатываемую деталь не сразу по всей длине, а постепенно. На участке 1—3 площадь сечения срезаемого слоя (заштрихована) увеличивается, а значит, увеличивается и сила резания. На участке 3—4 площадь сечения срезаемого слоя и силы резания оказываются постоянными. При дальнейшем движении зуба (участок 4—6) площадь сечения срезаемого слоя и сила резания постепенно уменьшаются. Таким образом, изменение силы резания при работе винтового зуба происходит более плавно, а на некоторых участках сила резания постоянна.
Для обеспечения равномерности фрезерования в работе одновременно должно участвовать не меньше двух зубьев фрезы. Каждый следующий зуб должен вступать в работу в тот момент, когда предыдущий начинает выходить из металла. Для выполнения этого условия нужно, чтобы в тот момент, когда один из двух зубьев попал в положение 6, второй зуб был в положении 1. Это возможно, если расстояние между двумя соседними зубьями фрезы, измеренное вдоль её оси (осевой шаг), должно быть равной ширине фрезерования В (см. рис. 34). Если в работе одновременно участвует более двух зубьев, то осевой шаг должен укладываться по ширине фрезерования целое число раз. Необходимым условием равномерного фрезерования является равенство или кратность (в целых числах) ширины фрезерования В осевому шагу фрезы.
При торцовом фрезеровании всегда имеет место неравномерность фрезерования. Чем больше число одновременно работающих зубьев торцовой фрезы и чем больше отношение ширины фрезерования к диаметру фрезы, тем больше будет равномерность фрезерования.

- Суть процесса
- Особенности выбора режима резания фрез при фрезеровании
- Выбор инструмента
- Как посчитать режимы и скорость резания по параметрам
- Рекомендации при выборе режима на практике
- Полезные советы
- Вывод
Фрезерный станок – универсальный аппарат для металлообработки, на нем можно сделать большинство операций в короткие сроки. Но для каждой отдельной процедуры, для каждого обрабатываемого материала необходимо подстраиваться. Мы расскажем, как произвести расчет режимов и скорости резания при фрезеровании по формулам и таблицам.
Суть процесса
Технологически это снятие верхнего слоя сырья с поверхности. В результате получается стружка, которая отводится в выбранном направлении. Смысл в том, что режущая кромка касается определенных точек – тех, где необходимо создать паз или другое отверстие.
Заготовка из металла, пластика или дерева, оргстекла помещается на прочную станину и надежно закрепляется несколькими зажимами. Далее выбирается подходящее оборудование. Он зажимается в станке на движущимся шпинделе.
Резец погружается в материал на определенную глубину. Когда включается электродвигатель, резак начинает движение – вокруг своей оси или вперед, как при дисковом инструменте. Одновременно с этим выбирается подача – это передвижение заготовки и/или режущей кромки.
Вместе с нажимом под воздействием механического давления происходит обработка – постепенно убирается верхний слой поверхности.
Цель фрезеровки – глубокая черновая или чистовая металлообработка, а также в зависимости от фрезы и задачи, это может быть:
- создание определенного профиля – вырезка канавок, пазов;
- нарезка зубцов на зубчатых колесах и прочих деталях;
- поддержание определенной формы элемента;
- сверление отверстий;
- нарезание внутренней и внешней резьбы;
- обрезка торцов;
- художественное вытачивание узоров и гравировка.

Весь процесс отличается прерывистым характером – фрезеровщик делает паузы, чтобы направить резец, задать скорость и направление движения. Основные подачи:
- вращательная;
- перемещение по горизонтали и вертикали.
Особенности выбора режима резания фрез при фрезеровании
Стоит отметить, что есть несколько этапов металлообработки:
- Обдирной – очень грубое снятие верхнего слоя, часто заключается в устранении явных дефектов, а также в том, что убирается ржавчина.
- Черновой – обработка первичного типа, когда нужно устранить поверхность и снять стружку. При этом класс точности и шероховатости довольно низкий. Припуск оставляется достаточно большой – до 7 мм.
- Получистовой. На этой стадии производится зачистка и подготовка к финальным этапам. Особенность в том, что выбирается более тонкий инструмент, стружка получается тоньше, а точность увеличивается до 4-6 класса.
- Чистовой – Часто это последний уровень обработки, достигается оптимальная шероховатость. Размеры подгоняются очень точно.
- Тонкий (финишный) – сверхточное фрезерование на высоких скоростях. Снимается минимальная металлическая пыль.
- Шлифование – применяются резцы с напылением из абразивных частиц.

В зависимости от этапа делается расчет режимов резания при фрезеровании – его можно произвести онлайн или воспользоваться формулами и таблицами. Соответственно, выбирается тип сверла.
Выбор инструмента
В качестве оснастки фрезерных станков используются различные фрезы. Это приспособления для резки, изготовленные из инструментальной стали высокой прочности. Есть множество признаков, согласно которым происходит классификация:
- по материалу их режущих элементов;
- по расположению режущих частей зубьев;
- по виду заточки зубьев;
- по направлению зубьев (винтовые, наклонные и т.д.);
- по конструкции изделия (составное, цельное, сборное);
- по виду крепления режущих элементов.
- по назначению – название резца созвучно с задачей фрезеровщика. Рассмотрим некоторые из разновидностей.
Для плоских поверхностей
В основном при обработке плоскостей применяются цилиндрические и торцевые фрезы, а также дисковые – для распиловки. Если инструмент в виде цилиндра, то он может быть нескольких типов – с цельными или сменными режущими краями. Крупные монолитные обычно применяются на первых стадиях металлообработки, при черновых работах, в то время как небольшие и разборные – для чистовой.
Торцевой резец больше подходит для протяженных заготовок. Тогда ее зубья могут быть по бокам – с торца. Если это большой складной инструмент, то его используют, соответственно, для широких поверхностей.
Использование твердосплавных резцов обязательно, если вы имеете удовольствие работать с плохо обрабатываемыми тугоплавкими материалами. Но стоит учесть, что понадобится защитная ширина и протяженность режущей кромки, тогда будет отходить хорошая стружка.
Для художественного фрезерования
Декоративные металлические вставки пользуются особенной популярностью в интерьере жилья или офисного помещения, но также такие элементы можно добавлять при проектировании автомобилей, при гравировке любых изделий, например, наручных часов, и в прочих случаях.
В основном для этих целей применяются концевые или дисковые насадки. Более современный, производительный и точный способ – использование лазерных станков с ЧПУ, они быстро и идеально верно повторяют заданные контуры, наносят углубления и узоры. Их можно приобрести в интернет-магазине https://stanokcnc.ru/.
Режимы резания при фрезеровании концевыми или пазовыми фрезами идеально подходят для создания паза, канавки. Они могут иметь от 1 до 4 и более заходов, различную ширину и длину зубцов, сменные насадки или монолитные. Изготавливаются они из любого пригодного материала. Большое многообразие позволяет выбрать инструмент в зависимости от назначения. К слову, они подходят как для ручного управления станком, так и для числового.
Дисковые прекрасно справляются со множеством задач – начиная от грубой и быстрой распиловки, заканчивая тонкой, практически ювелирной работой по декоративному металлическому элементу.
Для обработки кромок
К сожалению, не каждый срез обладает идеальными характеристиками: гладкий, без зацепок и заусенцев, с правильным классом шероховатости и точности. То же касается всех углов – к ним сложно подобраться, по крайней мере не так легко, как к прямой поверхности. Для этого используют следующие насадки:
- Отрезная и шлицевая могут быть применимы для отделения одной части материала от основного массива.
- С помощью угловой можно обрабатывать углы и край. При этом есть две разновидности данного инструмента – с одной и двумя режущими кромками.
- Фасонная применяется для деталей с нестандартным и сложным изгибом – для круглых, вогнутых поверхностей. Очень часто используется для нарезания некоторого крепежного инструментария.
Обычно все из представленных видов имеют варианты с монолитным изготовлением из твердоплавкого сырья, а также складные – со съемными насадками. Первый вариант больше подходит для черновой металлообработки, а второй – для чистовой и тонкой.

Как посчитать режимы и скорость резания по параметрам
При выборе количества оборотов необходимо смотреть на множество факторов, каждый из которых имеет значение. Есть специальные таблицы для расчета, их мы приведем ниже. А пока познакомимся с важными особенностями.
Ширина фрезерования
Это то, как много будет в единый момент времени сниматься стружки с заготовки. Конечно, чем больше, тем выше продуктивность. Но это может повлиять на качество, особенно если лезвие не одинаково заточено по всей длине режущей кромки, а также если в обрабатываемом материале есть прочные включения, которые могут повредить саму инструментальную сталь. Особенности:
- Ширина среза зависит напрямую от того, какой диаметр у инструмента. Таким образом, параметр не регулируется во время выбора режима резания на фрезерном станке, но имеется в виду фрезеровщиком, когда он устанавливает определенную оснастку.
- Использование таких резаков приводит к изменению других параметров, все они взаимосвязаны. В частности, снижается срок эксплуатации насадки, если есть неблагоприятные условия на 75%. Таким образом, мы рекомендуем увеличивать ширину среза только в случае, если вы точно уверены в высоком качестве стали, а также в остальных факторах.
Положительно сказываются фрезы большого диаметра на количество проходов. Обычно требуется много раз пройтись по одному месту, но, например, при создании неглубоких канавок можно ограничиться одним разом.
Глубина резания
Это расстояние, которое определяется от поверхности обрабатываемой детали до предполагаемой линии среза. То есть то, какой будет убран слой. Особенности:
- Зависимость от материала: не каждая сталь позволит делать глубокие канавки, хрупкие сплавы могут переломиться.
- Черновая обработка позволяет задавать большую глубину резки, даже припуска на нее определяются сразу до 8 мм, в то время как чистовая – нет. Чем выше предполагаемая точность, тем меньше глубина.
- Естественное ограничение – длина режущей кромки инструмента.
Параметр определяет производительность оборудования, потому что при небольшом расстоянии за один проход приходится тратить в два-три раза больше времени.
Скорость
Это период, за который материал проходит полное изменение на нужную глубину при заданных прочих параметрах. От него напрямую зависит производительность, а также аккуратность среза и длительность эксплуатации рабочего инструмента.
Дадим приблизительные рекомендации, которые ориентированы на сырье:
Количество оборотов в минуту
Нержавейка – обладает составом, сложным к обработке из-за включения определенных химических веществ.
Бронза – очень мягкая, не имеет твердых включений, поэтому с ней можно работать на высоких скоростях.
Латунь – можно работать очень быстро, но нужно учесть, что при повышении нагрева материал становится очень пластичным, может непроизвольно деформироваться, поэтому нужно использовать охлаждающие составы.
Алюминий. Характерно уточнение, как и для латуни, насчет температурного режима. Вторая особенность – большое разнообразие алюминиевых сплавов, в которых нужно разбираться.
Частота вращения
По сути, этим термином также называется скорость, поскольку именно от количества оборотом вращения шпинделя, который держит резец, зависит быстрота. Мы рекомендуем не доверять таблицам, а произвести расчет самостоятельно по формуле: n=1000 V/ π*D, где:
- n – частота вращения;
- π – число Пи;
- V – рекомендуемые обороты резания;
- D – диаметр.
Подача на зуб: формула
Этим термином определяется движение заготовки навстречу фрезе. От него многое зависит, в том числе:
- насколько много можно снять стали за один проход;
- общая производительность механизма;
- какую обработку можно произвести: черновую или чистовую.
Этот показатель относится уже именно к инструменту, он характеризует то, как перемещается стол станка относительно зубца за один период его вращения.
Формула: S=fz*z*n(мм/мин), где:
- fz – подача на зуб;
- z – количество зубьев;
- n – частота вращения шпинделя, как ее вычислять, написано ранее.
Результат записывается в мм/мин.

Так как все параметры взаимосвязаны, приведем такой пример.
Когда увеличивается темп всего аппарата, обороты снижаются, потому что становится больше осевая нагрузка.
Почему быстро тупится фреза? От чего происходит обугливание обрабатываемого материала (ДСП, МДФ или дерева) после обработки фрезой? Почему горит фреза? Как предотвратить налипание смол на режущие кромки фрезы? Ответ на вышеперечисленные вопросы один – неправильно подобрана скорость (частота) вращения фрезы.
Современное фрезеровальное оборудование для обработки плитных материалов ЛДСП или МДФ оснащено двигателями, позволяющими достичь скорости вращения шпинделя свыше 20000 об/мин. С одной стороны это влияет на производительность оборудования, так как увеличивается скорость движения инструмента или скорость подачи заготовки. С другой стороны возрастает качество обработки: уменьшается вероятность поднятия ворса на МДФ, появления задиров на древесине и сколов на ламинированном ДСП.
По привычке, от незнания, или просто от лени, чтобы не забивать голову всевозможными инструкциями по эксплуатации, режимами обработки и прочими премудростями, скорость вращения фрезы устанавливается на максимальный уровень, на котором и производится обработка всех подряд материалов всеми имеющимися фрезами. В этом и кроется главная причина всех бед.
Дело в том, что при высокой скорости (частоте) вращения фрезы и низкой скорости подачи заготовки, режущая кромка фрезы большую часть времени работает вхолостую, и вместо того, чтобы срезать очередную стружку с обрабатываемого материала, она бесполезно трется об него. Всем известно, что происходит в результате трения – нагрев. Причем, чем выше скорость вращения фрезы, тем интенсивнее трение, и тем сильнее греется фреза.
Казалось бы, что тут особенного? Ну, греется. Если взять в ладонь, то рука терпит. А что металлу станет?! И все же…
Почему горит и быстро тупится фреза
Тепло, возникающее в результате трения резцов фрезы о материал, постепенно равномерно распределяется по всему ее корпусу. Поэтому, при кратковременной работе, нагрев практически не чувствуется. Однако в процессе обработки материалов именно на режущих кромках температура достигает максимальных уровней. И чем выше скорость вращения фрезы, тем сильнее трение и нагрев кромок.
Особенно это заметно на фрезах большого диаметра. Здесь линейная скорость перемещения внешней части режущей кромки относительно материала гораздо выше. В итоге, края фрезы накаляются и, после остывания, темнеют с сизым отливом, а это верный признак того, что металл был нагрет до той степени, при которой он начинает изменять свои свойства. Говоря научными терминами, в металле выгорает углеродистая составляющая, которая придает ему свойства жесткости. Если вспомнить каким мягким и податливым становится обычный гвоздь, побывавший в раскаленных углях печи или костра, то легко представить себе, какие новые свойства приобретет фреза в результате перегрева.
Стоит добавить, что при заточке фрезы, скорость вращения точильного круга или диска и степень нажима инструмента напрямую влияет на нагрев затачиваемых кромок. Если не использовать охлаждающую жидкость, то любой твердосплавный металл превратится в обычный кусок железа, способный деформироваться после небольшой нагрузки. Кстати говоря, именно поэтому рабочий ресурс фрез, сверл и пил после заточки значительно уменьшается.
Почему горит материал
Здесь все предельно ясно: в результате трения фрезы о материал образуется высокая температура, под действием которой древесина начинает выгорать. Чтобы предотвратить данное явление, необходимо уменьшить скорость (частоту) вращения фрезы и увеличить скорость подачи заготовки. Но выполнять эти действия следует при условии, что фреза сохранила свою заточку. В противном случае, нагрузка на нее, или силовой агрегат, значительно возрастет, что может привести к их поломке.
Налипание смол на фрезу
Во многих древесинах содержаться смолы. При изготовлении плитных древесных материалов, таких как ДСП и МДФ, в дополнении используют формальдегидные смолы. В процессе механической обработки этих материалов, разогретые трением, частички смол закипают, попадают на зубья режущего инструмента и, вместе с пылью, налипают на них. Обычно, это не вызывает существенных проблем, если режим подачи заготовки и скорость резания инструмента подобраны правильно. В противном случае, когда один из параметров рассчитан неправильно, завышена скорость вращения фрезы и обработка ведется на низкой скорости, на резцах инструмента появляется темный смоляной налет. Причем, чем сильнее это несоответствие, тем быстрее он образуется. При этом снижается качество обработки, на ламинированных поверхностях появляются сколы, древесина начинает гореть, инструмент получает дополнительную нагрузку, быстро перегревается и выходит из строя. Поэтому подбор частоты вращения фрезы и скорости подачи материалов является таким важным.
Кроме правильного расчета режима обработки материалов, необходимо уделить внимание уходу за режущим инструментом, то есть своевременно счищать образовавшийся смоляной налет, или смывать его обычной теплой водой.
Расчет скорости (частоты) вращения фрезы
Чтобы сделать правильный расчет скорости вращения фрезы и скорости ее движения необходимо учесть много факторов, в том числе физико-механические свойства материала и инструмента, глубину и ширину обработки и др.
С другой стороны, такие материалы как МДФ и ДСП обрабатываются намного легче, по сравнению, например с различными металлами. Поэтому за основу можно взять исключительно показатель качества обработки, то есть наличие шероховатостей, гребней, сколов и задиров на обработанной поверхности.
Для более-менее качественной обработки древесно-стружечных ламинированных плит необходимо, чтобы величина подачи на один зуб фрезы (или по-простому, толщина стружки выходящей из под резца) составляла 0,05 – 0,15 мм. Таким образом, обычная двурезцовая фреза за оборот должна срезать 0,1 – 0,3 мм, а за 15000 оборотов – 1500 – 4500 мм. То есть скорость подачи материала на фрезу, при 15000 об/мин, должна составлять 1,5 – 4,5 м/мин, или 25 –75 мм/сек.
Если требуется произвести обработку на низкой скорости подачи, например, при работе ручным фрезером, то расчет скорости вращения фрезы можно сделать исходя из скорости движения фрезера, совершая вычисления в обратном порядке. Допустим, обработка материала ведется со скоростью 10 мм/сек, или 600 мм/мин. При величине подачи на один зуб равной 0,1 мм и работе двурезцовой фрезой необходимая скорость вращения фрезы составит 600/(0,1 × 2)=3000 об/мин.
Техника безопасности при работе с фрезами
Как правило, производители фрезеровального оборудования и инструмента прилагают к своей продукции инструкции по безопасности и указывают рекомендуемые режимы работы фрез. Ниже, в таблице, представлены безопасные параметры скорости вращения фрезы в зависимости от диаметра.
Диаметр фрезы, мм
Максимальная скорость вращения фрезы, об/мин
Сущность процесса фрезерования.Фрезерование — процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с заготовки снимают на определенную глубину фрезой, работающей либо торцовой стороной, либо периферией. Главным движением при фрезеровании является вращение фрезы v (рис. 33). Скорость главного движения определяет скорость вращения фрезы. Движением подачи s при фрезеровании является поступательное перемещение обрабатываемой заготовки в продольном,

Рис. 33. Схемы фрезерования:
а — цилиндрическое, б и в—торцовое фрезерование; 1—обработанная поверхность, 2-ось вращения фрезы, 3 — обрабатываемая поверхность, 4— стружка, 5 — заготовка, 6 — нож фрезы.
поперечном или вертикальном направлениях. Процесс фрезерования является прерывистым процессом. Каждый зуб фрезы снимает дружку переменной толщины. Операции фрезерования могут быть подразделены на два типа: а) цилиндрическое фрезерование (рис. 33, а); б) торцовое фрезерование (оис. 33, б и в).
При цилиндрическом фрезеровании резание осуществляется зубьями, расположенными на периферии фрезы, и обработанная поверхность 1 является плоскостью, параллельной оси вращения фрезы 2.
На рис. 33, а показана фреза с прямым зубом. Наряду с прямозубыми применяются фрезы с винтовыми зубьями (рис.34).
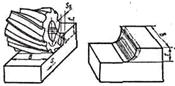
Рис. 34. Фрезерование цилиндрической винтовой фрезой: В — ширина фрезерования, t — глубина фрезерования, s— наибольшая толщина среза
При торцовом фрезеровании (см. рис. 33) резание осуществляется периферийными и торцовыми режущими кромками зубьев. Толщина среза увеличивается к центру среза и уменьшается в месте выхода фрезы из контакта с заготовкой. Начальная и конечная толщина среза зависит от отношения ширины заготовки к диаметру фрезы. Изменение толщины среза зависит также от симметричности расположения фрезы относительно заготовки. Большинство других процессов фрезерования являются комбинацией цилиндрического и торцового методов фрезерования.
Фрезерование против подачи и по подаче. При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование — против подачи и попутное—фрезерование по подаче. Когда окружная скорость фрезы противоположна на правлению подачи (рис. 35,а), процесс

Рис. 35. Фрезерование против подачи (о) и по подаче (б)
фрезерования называется встречным. Толщина среза изменяется от нуля (в точке А) до максимальной величины при выходе зуба из контакта с заготовкой (в точке В). Когда направление окружной скорости фрезы и скорости подачи совпадают (рис. 35,6), процесс фрезерования называется «попутным» фрезерованием. При этом способе фрезерования толщина среза изменяется от максимального значения в точке В в начале входа зуба в контакт с заготовкой до нуля в точке А (при выходе зуба из контакта с заготовкой) .
Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе до максимума при выходе зуба из заготовки. Зуб фрезы работает из-под корки, выламывая корку снизу, фреза «отрывает» заготовку от стола, приподнимая вместе с ней и стол станка, увеличивая зазоры между направляющими стола и станины, что при значительных нагрузках приводит к дрожанию и увеличению шероховатости обработанной поверхности.
При попутном фрезеровании заготовка прижимается к столу, выбирая имеющиеся зазоры в направляющих стола и станины. Зуб фрезы начинает работать с наибольшей толщиной и сразу подвергается максимальной нагрузке.
Равномерность фрезерования. В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерности фрезерования. На рис. 36

Рис. 36. Схема работы однозубой (условной) фрезой
показана упрощенная схема работы прямозубой фрезы. На фрезе условно показан один зуб. Зуб врезается в заготовку сразу по всей ширине фрезерования. Фреза испытывает толчок. При дальнейшем повороте фрезы толщина стружки будет постепенно увеличиваться (положения 2, 3, 4), будет увеличиваться и сила резания. На участке 4—5 зуб фрезы одновременно выходит из обрабатываемого металла, и сила резания быстро уменьшается до нуля.
Как видно, нагрузка на зуб фрезы в процессе резания резко изменяется. Чем большее число зубьев будет участвовать в работе одновременно, тем более равномерным будет фрезерование. На рис. 37 показана схема работы цилиндрической фрезы с винтовыми зубьями. Зуб такой фрезы врезается в
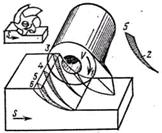
Рис. 37. Схема работы фрезы с винтовым зубом
обрабатываемую деталь не сразу по всей длине, а постепенно. На участке 1—3 площадь сечения срезаемого слоя (заштрихована) увеличивается, а значит, увеличивается и сила резания. На участке 3—4 площадь сечения срезаемого слоя и силы резания оказываются постоянными. При дальнейшем движении зуба (участок 4—6) площадь сечения срезаемого слоя и сила резания постепенно уменьшаются. Таким образом, изменение силы резания при работе винтового зуба происходит более плавно, а на некоторых участках сила резания постоянна.
Для обеспечения равномерности фрезерования в работе одновременно должно участвовать не меньше двух зубьев фрезы. Каждый следующий зуб должен вступать в работу в тот момент, когда предыдущий начинает выходить из металла. Для выполнения этого условия нужно, чтобы в тот момент, когда один из двух зубьев попал в положение 6, второй зуб был в положении 1. Это возможно, если расстояние между двумя соседними зубьями фрезы, измеренное вдоль её оси (осевой шаг), должно быть равной ширине фрезерования В (см. рис. 34). Если в работе одновременно участвует более двух зубьев, то осевой шаг должен укладываться по ширине фрезерования целое число раз. Необходимым условием равномерного фрезерования является равенство или кратность (в целых числах) ширины фрезерования В осевому шагу фрезы.
При торцовом фрезеровании всегда имеет место неравномерность фрезерования. Чем больше число одновременно работающих зубьев торцовой фрезы и чем больше отношение ширины фрезерования к диаметру фрезы, тем больше будет равномерность фрезерования.
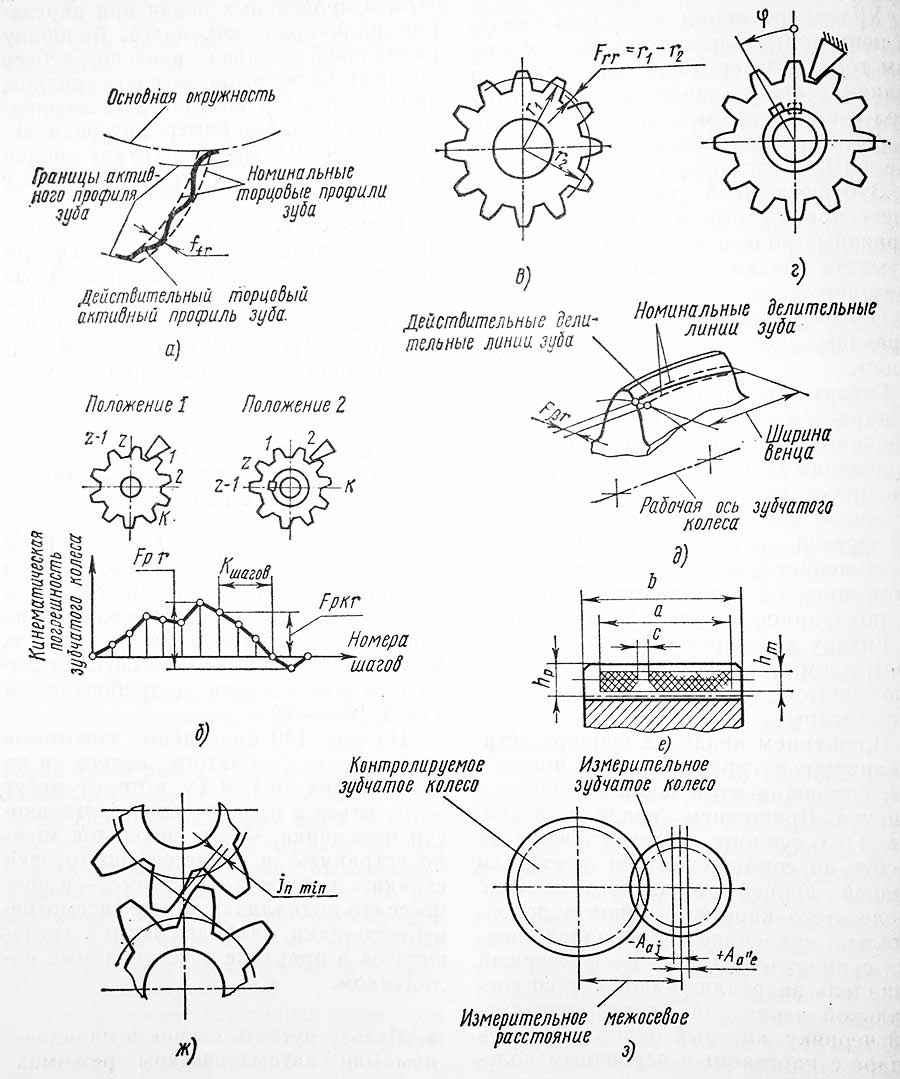
Рис. 140. Погрешности и элементы зубчатого колеса: а — профиля зуба, б — накопленная погрешность шага, в —радиальное биение зубчатого венца, г — отклонение шага, 6 — направления зуба, е — пятно контакта, ж — гарантированный боковой зазор, з — измерительное межосевое расстояние
Отклонение от нормальной работы станка, а также любые неточности в установке детали, инструмента, гитар и др. в конечном счете отражаются на качестве нарезаемого зубчатого колеса. Контроль зубчатого венца осуществляется в соответствии с требованиями ГОСТ 1643—72. На рис. 140 приведены некоторые погрешности зубчатого колеса и их обозначения по ГОСТу, которые могут встретиться в практической деятельности наладчика. Часть неполадок можно устранить в процессе подготовки станка к работе, а некоторые — в процессе его подналадки. Ниже рассмотрены неполадки, наиболее часто встречающиеся в практике и устраняемые наладчиком.
1. Нельзя пустить станок в наладочном или автоматическом режимах
Возможные причины: неправильная регулировка реле давления, выключение тепловых реле электродвигателей и включение аварийных конечных выключателей. Для устранения этих неисправностей необходимо в первую очередь проверить давление в гидросистеме станка (должно быть 18. 20 кгс/см2). При падении давления до 14 кгс/см2 реле давления отключает станок. Затем нужно проверить состояние тепловых реле в электрошкафу станка. При перегреве электродвигателей толкатель его теплового реле будет выдвинут до появления красной метки. После возврата толкателя в рабочее утопленное положение необходимо разобраться в причинах, приведших к перегреву электродвигателя. Такими причинами могут быть завышенные режимы обработки или заедание какого-нибудь рабочего органа станка. Если после проверки давления и тепловых реле станок не запускается, то следует проверить, не включены ли аварийные конечные выключатели хода суппорта. Для устранения этой причины упор, включающий конечник, отодвигают от него и включают обратный ход. Затем аварийный упор возвращают в прежнее рабочее положение.
2. Движение фрезерного суппорта во время осевой передвижки фрезы происходит рывками
Причиной этому может быть потеря давления в системе гидравлического зажима суппорта, в результате чего суппорт во время передвижки фрезы не отжимается и электродвигателю приходится преодолевать силы трения зажатого суппорта. Подобное явление, но в меньшей мере, может происходить при отсутствии смазки в направляющих суппорта. Для устранения этой неполадки в работе станка необходимо обеспечить гидравлический отжим суппорта поднятием давления в системе до требуемого уровня, а также наладить поступление смазки на направляющие.
3. При нарезании прямозубого колеса зуб не параллелен оси заготовки
Такое явление может быть при неточной настройке гитары деления, когда сменные зубчатые колеса, близкие по числам зубьев, установлены не на свои места. Причиной непараллельности зуба оси колеса также может быть незакрепление ведомого вала гитары дифференциала винтом, находящимся в опоре гитары. При этом под воздействием момента сил вращающихся колес дифференциала его корпус доворачивает заготовку в какую-нибудь одну сторону. Кроме указанных причин, такое же действие на заготовку оказывает ненадежное ее закрепление, особенно при использовании гидрозажима. Для устранения неполадки необходимо завернуть до упора винт, стопорящий ведомый вал гитары дифференциала, проверить настройку гитары деления и увеличить зажим заготовки.
4. При нарезании косозубого колеса происходит срезание зубьев
Срезание происходит, когда доворот заготовки от дифференциала для образования требуемого угла наклона зуба происходит в сторону, противоположную той, на которую повернут суппорт с фрезой. Для устранения этой неполадки необходимо проверить правильность настройки сменных зубчатых колес гитары дифференциала с учетом направления витков фрезы и направления нарезаемого зуба. Если фреза по отношению заготовки установлена правильно, то в сменные колеса гитары дифференциала нужно установить паразитное колесо для изменения направления доворота заготовки. Правильность настройки гитары можно проверить по эскизам, находящимся в руководстве по эксплуатации станка.
5. Большая погрешность нарезаемых колес по разности окружных шагов зубьев
Причины этой погрешности могут заключаться в погрешности кинематической цепи деления, неточной установке червячной фрезы, радиальном и торцовом биении заготовки и опорных поверхностей установочного приспособления, а также в биении центров стола и контр поддержки при нарезании колеса с установкой оправки в центрах. Устранение этих неполадок сводится к следующему. Проверяется зацепление сменных колес гитары деления. Ошибку окружного шага может вызвать как полное отсутствие зазора между зубьями сменных колес, так и слишком большой зазор. Проверка производится покачиванием колеса рукой. После этого проверяются посадочные места приспособления для крепления заготовки, а также базовые поверхности самой заготовки с замером их биений. Фактические величины биений не должны превышать допускаемых для данной степени точности нарезаемых зубчатых колес. Если на опорных торцах обнаружены забоины, то их нужно устранить шабровкой и зачистить оселком. При обнаружении радиального и торцового биения фрезы необходимо проверить состояние прилегаемых поверхностей и снова собрать оправку с фрезой. При необходимости можно установить фрезу более высокого класса точности.
6. Большая накопленная погрешность окружных шагов нарезаемых колес
К этой погрешности приводят те же причины, которые влияют на погрешность окружного шага, т. е. неправильное положение заготовки в установочном приспособлении, неправильное зацепление сменных зубчатых колес гитары деления, биение червячной фрезы, биение центров стола и котрподдержки. При исправлении этой погрешности особое внимание необходимо обратить на правильность установки заготовки. Надо устранить зазор между оправкой и посадочным отверстием заготовки, устранить биение оправки и самой заготовки, устранить отжим детали ведущим хомутиком при работе в центрах. При контроле точности нарезаемого колеса устанавливать его на прибор следует на ту же поверхность, на которой обрабатывались зубья.
7. Большая погрешность профиля зуба
Вероятными причинами появления погрешности профиля зуба является плохое качество фрезы (отклонение угла профиля зубьев, неточность шага витка, отклонение хода винтовых канавок, нерадиальность передней поверхности зубьев, неточность посадочного отверстия и торцов и т. д.), недостаточность нарезанной части фрезы, радиальное биение фрезы, биение заготовки, прогиб и отжим крепежного приспособления, погрешности делительной цепи станка, проявляющиеся несколько раз за время обкатки одного зуба. Для устранения причин, связанных с погрешностью инструмента, целесообразно заменить червячную фрезу, предварительно проверив ее точностные параметры. При установке фрезы на оправку следует тщательно выставить ее по радиальному и торцовому биению и надежно закрепить в шпинделе. Затем следует проверить, надежно ли закреплено установочное приспособление на планшайбе стола и не происходит ли заклинивания сменных зубчатых колес гитары деления.
8. Отклонение направления зубьев симметричное по обеим сторонам, так называемая конусность зубьев
Основной причиной этой погрешности является непараллельность движения фрезерного суппорта относительно оси вращения колеса в продольной плоскости станка. Такой характер отклонения направления зуба может быть и при интенсивном износе режущих кромок фрезы за время нарезания одного колеса. Непараллельность движения суппорта устраняется при отладке станка на соответствие геометрическим нормам точности. При интенсивном износе режущих кромок фрезы необходимо работать с уменьшенными режимами резания, исключающими появление вибраций н чрезмерного нагрева заготовки и фрезы.
9. Дробленая поверхность и следы вибрации на нарезаемых зубьях
Причиной дробления могут быть большие зазоры в заднем подшипнике, поддерживающем оправку с фрезой, и в переднем подшипнике шпинделя, большое расстояние между опорами оправки при малом ее диаметре, недостаточно жесткое крепление заготовки, малое число зубьев фрезы, отсутствие смазки в суппорте или столе. Для устранения указанных причин необходимо зазоры в подшипниковых опорах шпинделя и оправки всегда поддерживать на требуемом уровне, для чего периодически подтягивать гайкой передний подшипник скольжения у шпинделя, а при недопустимом износе втулки, поддерживающей опоры заменить ее. При появлении на поверхности зубьев дробления необходимо установить заготовку на более жесткое приспособление (с приближением опорном поверхности к нарезаемому венцу), а поддерживающий подшипник фрезерной оправки приблизить к шпинделю, удалив для этого с оправки промежуточные кольца. Для чистовой обработки фрезу следует выбирать с возможно большим числом зубьев.
10. Большая шероховатость поверхности зубьев колеса
Причины погрешности заключаются в плохой заточке фрезы, большом биении фрезы, нежесткости крепления фрезы и заготовки, загрязнении и неправильном выборе СОЖ большой продольной подаче. Для уменьшения шероховатости обрабатываемой поверхности необходимо сменить затупленную фрезу. Если эта мера не окажет своего действия, то нужно устранить нежесткость крепления фрезы и заготовки (как было описано выше) и сменить загрязненную СОЖ. Последней мерой является уменьшение величины продольной подачи, хотя это и снижает производительность обработки.
Читайте также: