
Прочность какой части зуба уменьшается при отрицательном смещении
Опубликовано: 12.05.2024
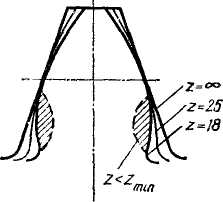
На рис. 4.13 показано изменение формы зуба в зависимости от числа зубьев колёс, нарезанных без смещения с постоянным модулем. При z, стремящемся к бесконечности колесо превращается в рейку, и зуб приобретает прямолинейные очертания. С уменьшением z уменьшается толщина зуба у основания и вершины, а также увеличивается кривизна эвольвентного профиля. Такое изменение формы приводит к уменьшению прочности зуба. При дальнейшем уменьшении z появляется подрезание ножки зуба (штриховая линия на рис. 8.13), прочность зуба существенно снижается. При нарезании инструментом реечного типа для прямозубых передач число зубьев на границе подрезания zmin = 17.
 |
 |
| Рис.4.14 |
| Рис.4.13 |
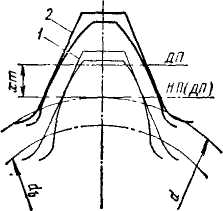
Смещение инструмента при нарезании зубьев и его влияние на форму и прочность зубьев.На рис. 4.14 изображено два положения инструмента (рейки) при нарезании зубьев: 1— делительная плоскость рейки (ДП) совпадает с начальной плоскостью (НП) — нарезание без смещения; 2 — инструменту дано положительное смещение хт. При этом основной db и делительный d диаметры колеса не изменяются, так как не изменяется z. Как видно из чертежа, смещение инструмента вызвало значительное изменение формы зуба. Толщина зуба у основания увеличилась, увеличилась и прочность зуба по напряжениям изгиба. Одновременно с этим заострилась головка зуба. Заострение является одной из причин, ограничивающих значение смещения инструмента. Отрицательное смещение инструмента сопровождается явлениями обратного характера.
Применяют два типа передач со смещением:
1. Шестерню изготовляют с положительным смещением x1>0, колесо с отрицательным х2 0, а также x1>0 и х2>0. При положительных x1 и х2 делительная толщина зубьев шестерен и колеса больше р/2. Поэтому делительные окружности не могут соприкасаться. Начальными становятся новые окружности, большие, чем делительные (dw1>d1, dw2>d2), см. рис. 4.4). Межосевое расстояние увеличивается: aw =0,5 (dw1+dw 2)>а=0,5 (d1+ d2).
При этом увеличивается и угол наклона линии зацепления как общей касательной к основным окружностям, т. е. увеличивается угол зацепления, aw>a=20°. Увеличение aw сопровождается уменьшением коэффициента перекрытия εа, что является отрицательным и служит одной из причин, ограничивающих применение больших смещений.
Нарезание со смещением позволяет во многих случаях повысить качество зубчатого зацепления. Применяя смещение, необходимо помнить:
1. Положительное смещение повышает прочность зубьев на изгиб и устраняет подрезание при малом числе зубьев (понижает zmin). Например, при z=25 увеличение х от нуля до +0,8 уменьшает YF в 1,2 раза. Соответственно уменьшаются и напряжения изгиба 
f.
2. Увеличение aw при ∑x >0 повышает контактную прочность — см. формулу (4.10). Можно увеличить aw с 20 до
25° и поднять допускаемую нагрузку приблизительно на 20%.
3. При большом числе зубьев у шестерни и колеса смещение малоэффективно, так как форма зуба даже при значительных смещениях почти не изменяется. (У рейки, которая подобна колесу при m>0 и z = бесконечности, смещение совершенно не изменяет форму зуба.)
Передачи со смещением при ∑x =0 применяют при больших и и малых z1. В этих условиях смещения x1>0 и x=
Дата добавления: 2015-11-28 ; просмотров: 2506 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Эвольвентным зубчатым колесом называют звено зубчатого механизма, снабженное замкнутой системой зубьев. При проектировании зубчатого колеса вначале нужно определить его число зубьев z , а затем определить параметры зубьев. Для этого нужно произвольную окружность колеса r y разделить на z частей, каждая из которых называется окружным шагом p y .
где m y = p y / p = d y / z - модуль зацепления по окружности произвольного радиуса.
Модулем зацепления называется линейная величина в p раз меньшая окружного шага или отношение шага по любой концентрической окружности зубчатого колеса к p . В зависимости от окружности по которой определен модуль различают делительный, основной, начальный. Для косозубых колес еще и нормальный, торцевой и осевой модули. В ряде стран используется величина обратная модулю, которая называется питчем. Питч (диаметральный) - число зубьев колеса, приходящееся на дюйм диаметра. Исходя из этого модуль можно определить как число милиметров диаметра, приходящееся на один зуб. На колесе можно провести бесчисленное число окружностей на каждой из которых будет свой модуль. Для ограничения этого числа ГОСТом введен стандартный ряд модулей. Стандартной модуль определяется по окружности называемой делительной. Точнее делительной называется такая окружность зубчатого колеса, на которой модуль и шаг принимают стандартное значение. Окружным шагом или шагом называется расстояние по дуге окружности между одноименными точками профилей соседних зубьев (под одноименными понимаются правые или левые профили зуба). Угловой шаг t - центральный угол соответствующий дуге p - окружному шагу по делительной окружности.
Примечание: Согласно ГОСТ основные элементы зубчатого колеса обозначаются по следующим правилам: линейные величины - строчными буквами латинского алфавита, угловые - греческими буками; установлены индексы для величин :
по окружностям: делительной - без индекса, вершин - a , впадин - f , основная - b , начальная - w , нижних точек активных профилей колес - p , граничных точек - l ;
по сечениям: нормальное сечение - n , торцевое сечение - t , осевое сечение - x ;
относящихся к зуборезному инструменту - 0 .
Для параметров зубчатого колеса справедливы следующие соотношения
- диаметр окружности произвольного радиуса,
- диаметр делительной окружности,
- шаг по окружности произвольного радиуса,
- шаг по делительной окружности,
где a - угол профиля на делительной окружности,
a y - угол профиля на окружности произвольного радиуса.
Углом профиля называется острый угол между касательной к профилю в данной точки и радиусом - вектором, проведенным в данную точку из центра колеса.
Шаг колеса делится на толщину зуба s y и ширину впадины e y . Толщина зуба s y - расстояние по дуге окружности r y между разноименными точками профилей зуба. Ширина впадины e y - расстояние по дуге окружности r y между разноименными точками профилей соседних зубьев.
На основной окружности a b => 0 и cos a b => 1 , тогда
В зависимости от соотношения между толщиной зуба и шириной впадины на делительной окружности зубчатые колеса делятся на:
нулевые s = e = p * m / 2 , D = 0;
положительные s > e , => D > 0;
отрицательные s D D - коэффициент изменения толщины зуба (отношение приращения толщины зуба к модулю). Тогда толщину зуба по делительной окружности можно записать
Более подробно познакомиться с основными определениями и расчетными зависимостями можно в литературе [ 11.1 ] и в ГОСТ 16530-83.
Толщина зуба колеса по окружности произвольного радиуса .
Толщина зуба по дуге делительной окружности
Угловая толщина зуба по окружности произвольного радиуса из схемы на рис. 12.2
Подставляя в формулу угловой толщины эти зависимости, получим
Методы изготовления эвольвентных зубчатых колес .
Существует множество вариантов изготовления зубчатых колес. В их основу положены два принципиально отличных метода:
метод копирования, при котором рабочие кромки инструмента по форме соответствуют обрабатываемой поверхности ( конгруентны ей, т. е. заполняют эту поверхность как отливка заполняет форму );
метод огибания, при котором инструмент и заготовка за счет кинематической цепи станка выполняют два движения - резания и огибания (под огибанием понимается такое относительное движение заготовки и инструмента , которое соответствует станочному зацеплению , т. е. зацеплению инструмента и заготовки с требуемым законом изменения передаточного отношения).
Из вариантов изготовления по способу копирования можно отметить:
Нарезание зубчатого колеса профилированной дисковой или пальцевой фрезой (проекция режущих кромок которой соответствует конфигурации впадин). При этом методе резание производится в следующем прядке: прорезается впадина первого зуба, затем заготовка с помощью делительного устройства (делительной головки) поворачивается на угловой шаг и прорезается следующая впадина. Операции повторяются пока не будут прорезаны все впадины. Производительность данного способа низкая, точность и качество поверхности невысокие.
Отливка зубчатого колеса в форму. При этом внутренняя поверхность литейной формы конгруентна наружной поверхности зубчатого колеса. Производительность и точность метода высокая, однако при этом нельзя получить высокой прочности и твердости зубьев.
Из вариантов изготовления по способу огибания наибольшее распространение имеют:
Обработка на зубофрезерных или зубодолбежных станках червячными фрезами или долбяками. Производительность достаточно высокая, точность изготовления и чистота поверхностей средняя. Можно обрабатывать колеса из материалов с невысокой твердостью поверхности.
Накатка зубьев с помощью специального профилированного инструмента. Обеспечивает высокую производительность и хорошую чистоту поверхности. Применяется для пластичных материалов, обычно на этапах черновой обработки. Недостаток метода образование наклепанного поверхностного слоя, который после окончания обработки изменяет свои размеры.
Обработка на зубошлифовальных станках дисковыми кругами. Применяемся как окончательная операция после зубонарезания (или накатки зубьев) и термической обработки. Обеспечивает высокую точность и чистоту поверхности. Применяется для материалов с высокой поверхностной прочностью.
Понятие о исходном, исходном производящем и производящем контурах .
Для сокращения номенклатуры режущего инструмента стандарт устанавливает нормативный ряд модулей и определенные соотношения между размерами элементов зуба. Эти соотношения определяются:
для зубчатых колес определяются параметрами исходной рейки через параметры ее нормального сечения - исходный контур;
для зубчатого инструмента определяются параметрами исходной производящей рейки через параметры ее нормального сечения - исходный производящий контур.
По ГОСТ 13755-81 значения параметров исходного контура должны быть следующими:
угол главного профиля a = 20 ° ;
коэффициент высоты зуба h * a = 1 ;
коэффициент высоты ножки h * f = 1.25 ;
коэффициент граничной высоты h * l = 2 ;
коэффициент радиуса кривизны переходной кривой r * f =с * /(1-sin a )= 0.38 ;
коэффициент радиального зазора в паре исходных контуров с * = 0.25.
Исходный производящий контур отличается от исходного высотой зуба h 0 = 2.5m.
Исходный и исходный производящий контуры образуют между собой конруентную пару (рис. 12.3), т.е. один заполняет другой как отливка заполняет заготовку (с радиальным зазором с * Ч m в зоне прямой вершин зуба исходной рейки). Принципиальное отличие этих контуров в том, что исходный контур положен в основу стандартизации зубчатых колес, а исходный производящий - в основу стандартизации зуборезного инструмента. Оба эти контура необходимо отличать от производящего контура - проекции режущих кромок инструмента на плоскость перпендикулярную оси заготовки.
Станочное зацепление .
Станочным зацеплением называется зацепление, образованное заготовкой колеса и инструментом, при изготовлении зубчатого колеса на зубообрабатывающем оборудовании по способу обката. Схема станочного зацепления колеса и инструмента с производящим контуром, совпадающим с исходным производящим контуром, изображена на рис. 12.4.
Линия станочного зацепления - геометрическое место точек контакта эвольвентной части профиля инструмента и эвольвентной части профиля зуба в неподвижной системе координат.
Смещение исходного производящего контура x*m - кратчайшее расстояние между делительной окружностью заготовки и делительной прямой исходного производящего контура.
Уравнительное смещение D y*m - условная расчетная величина, введенная в расчет геометрии зацепления с целью обеспечения стандартного радиального зазора в зацеплении (величина, выражающая в долях модуля уменьшение радиуса окружностей вершин колес, необходимое для обеспечения стандартной величины радиального зазора).
Окружность граничных точек r l - окружность проходящая через точки сопряжения эвольвентной части профиля зуба с переходной кривой.
Основные размеры зубчатого колеса .
Определим основные размеры эвольвентного зубчатого колеса, используя схему станочного зацепления (рис. 12.4).
Радиус окружности вершин
Радиус окружности впадин
Толщина зуба по делительной окружности.
Так как стночно-начальная прямая перекатывается в процессе огибания по делительной окружности без скольжения, то дуга s-s по делительной окружности колеса равна ширине впадины e-e по станочно-начальной прямой инструмента. Тогда, c учетом схемы на рис. 12.5, можно записать
Виды зубчатых колес (Классификация по величине смещения) .
В зависимости от расположения исходного производящего контура относительно заготовки зубчатого колеса, зубчатые колеса делятся на нулевые или без смещения, положительные или с положительным смещением, отрицательные или с отрицательным смещением.
Подрезание и заострение зубчатого колеса .
Если при нарезании зубчатого колеса увеличивать смещение, то основная и делительная окружность не изменяют своего размера, а окружности вершин и впадин увеличиваются. При этом участок эвольвенты, который используется для профиля зуба, увеличивает свой радиус кривизны и профильный угол. Толщина зуба по делительной окружности увеличивается , а по окружности вершин уменьшается.
На рис. 12.7 изображены два эвольвентных зуба для которых
Для термобработанных зубчатых колес с высокой поверхностной прочностью зуба заострение вершины зуба является нежелательным. Термообработка зубьев (азотирова-ние, цементация, цианирование), обеспечивающая высо Рис. 12.7 кую поверхностную прочность и твердость зубьев при сохранении вязкой серцевины, осуществляется за счет насыщения поверхностных слоев углеродом. Вершины зубьев, как выступающие элементы колеса, насыщаются углеродом больше. Поэтому после закалки они становятся более твердыми и хрупкими. У заостренных зубьев появляется склонность к скалыванию зубьев на вершинах. Поэтому рекомендуется при изготовлении не допускать толщин зубьев меньших некоторых допустимых значений. То есть заостренным считается зуб у которого
При этом удобнее пользоваться относительными величинами [s a /m ]. Обычно принимают следующие допустимые значения
улучшение, нормализация [s a /m ] = 0.2;
цианирование, азотирование [s a /m ] = 0.25. 0.3;
цементация [s a /m ] = 0.35. 0.4.
Подрезание эвольвентных зубьев в станочном зацеплении
В процессе формирования эвольвентного зуба по способу огибания, в зависимости от взаимного расположения инструмента и заготовки возможно срезание эвольвентной части профиля зуба той частью профиля инструмента, которая формирует переходную кривую. Условие при котором это возможно определяется из схемы станочного зацепления. Участок линии зацепления, соответствующий эвольвентному зацеплению определяется отрезком B 1 . где точка B l определяется пересечением линии станочного зацепления и прямой граничных точек инструмента. Если точка B l располагается ниже (см. рис.12.8) точки N , то возникает подрезание зуба. Условие при котором нет подрезания можно записать так

2015-05-06

4780




![]()
![]()
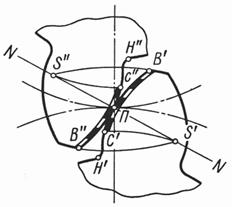
Рисунок 6 – Рабочие участки профилей зубьев
При работе колес зацепление двух зубьев происходит по рабочим участкам профилей ВПС, которые определяют графически путем переноса точек и линии зацепления на профили зубьев. В процессе зацепления рабочие участки профилей зубьев одновременно катятся и скользят друг по другу вследствие разности участков головок ВП и ножек ПС. Неравенство касательных составляющих окружных скоростей и не нарушает правильность зацепления, а создает относительное скольжение профилей. Скорость скольжения зуба шестерни по зубу колеса
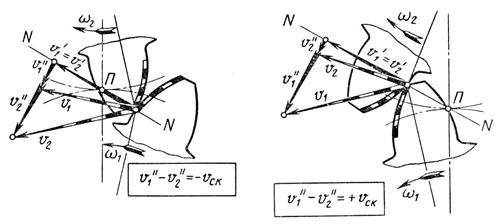
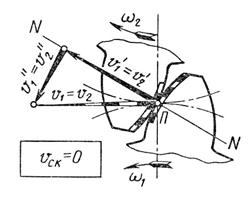
Рисунок 7 – Скольжение при взаимодействии зубьев
Точки профилей головок имеют большие касательные скорости, чем точки ножек, следовательно, поверхности головок являются опережающими. Большему износу подвержена ножка, меньшему – головка, что приводит к искажению профиля зуба. Минимальные значения скорости скольжения в зоне полюса увеличивают коэффициент трения, что способствует выкрашиванию рабочих поверхностей зубьев.
Форма эвольвентного профиля зубьев зависит от числа зубьев. При бесконечно большом числе зубьев эвольвента превращается в прямую линию. С уменьшением числа зубьев увеличивается кривизна профиля зуба и соответственно уменьшается толщина зубьев у основания и у вершины.
Для уменьшения габаритов зубчатой передачи применяют колеса с малым числом зубьев. При уменьшении при при нарезании зубьев появляется подрез ножки зуба режущей кромкой инструмента, в результате чего прочность зуба на изгиб резко снижается, уменьшается длина рабочего участка профиля, понижается коэффициент торцового перекрытия и возрастает износ.

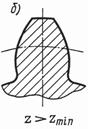

Рисунок 8 – Влияние Z на форму зуба
Для устранения подрезания зубьев нормального эвольвентного зацепления применяют специальные способы исправления их профиля. Чтобы исключить подрезание зубьев при малом , необходимо инструментальной рейке сообщить смещение (величина -коэффициент смещения)., при котором вершина ее зуба выйдет из зацепления с зубом колеса в точке S и эвольвента получиться полной, не подрезанной.
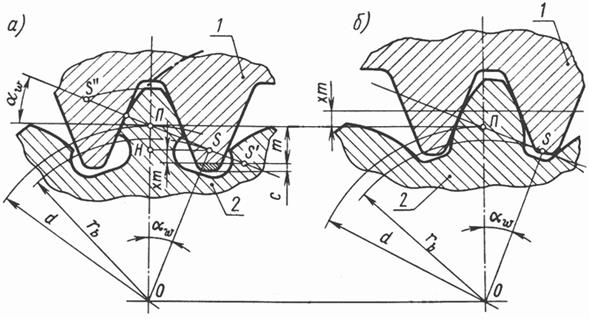
Рисунок 9 – Влияние коррекции на форму зуба
Для уменьшения шума при работе передачи число зубьев шестерни назначают тем больше, чем выше окружная скорость передачи, так как при этом возрастает коэффициент перекрытия , повышается плавность передачи. Для редукторов принимают .
Корригированием называется улучшение профиля зуба. Корригирование применяют для:
- устранения подрезания зубьев шестерни при ;
- повышения изгибной прочности зубьев, что достигается увеличением их толщины;
- повышения контактной прочности, что достигается увеличением радиуса кривизны в полюсе зацепления;
- получения заданного межосевого расстояния передачи.
Корригирование осуществляется смещением инструментальной рейки при нарезании зубьев. Положительным называется смещение рейки от центра зубчатого колеса, отрицательным – к центру. При положительном смещении увеличивается толщина зуба у основания, что повышает его прочность на изгиб. Диаметр вершин возрастает, что приводит к увеличению радиуса кривизны и повышению контактной прочности. При отрицательном смещении рейки происходит обратное явление.
У корригированных колес по делительной окружности толщина зуба и ширина впадины не одинаковы, но в сумме остаются равными шагу .
Высотная коррекция – шестерню изготовляют с положительным смещением, а колесо с отрицательным, но так, чтобы их абсолютные величины были равны
Она применяется при большом передаточном числе и малом числе зубьев шестерни, когда требуется обеспечить такие формы зубьев шестерни и колеса, при которых они будут примерно равнопрочными на изгиб. При высотной коррекции зубчатой пары диаметры делительной и начальной окружностей совпадают, как и в нормальном зацеплении, следовательно, межосевое расстояние , коэффициент перекрытия и угол зацепления остаются неизменными. Общая высота зубьев также не изменяется по сравнению с ее нормальным значением. Меняется лишь соотношение между высотой головки (увеличивается) и ножки (уменьшается) зуба. Толщина зуба шестерни увеличивается, а колеса – уменьшается. Но сумма толщин по делительной окружности пары зацепленных зубьев остается постоянной и равной шагу зацепления.

Угловая коррекцияявляется общим случаем корригирования, при котором (неравные коэффициенты смещения), при этом толщина зубьев по делительным окружностям и диаметры вершин увеличиваются как у шестерни, так и у колеса. Для правильного зацепления необходимо колеса раздвинуть, увеличив межосевое расстояние. При увеличении высота зубьев уменьшается и возрастает угол зацепления , который не будет равен профильному углу инструмента , поэтому такая коррекция называется угловой.
Угловая коррекция, по сравнению с высотной, имеет ряд преимуществ: увеличение контактной прочности и прочности зубьев на изгиб у обоих колес; увеличение износостойкости и сопротивления заеданию; возможность проектирования зубчатой передачи с желаемым межосевым расстоянием.
Возможны три варианта расположения средней линии инструментальной рейки относительно делительной окружности колеса.
1. Средняя прямая производительного контура С-С касается делительной окружности заготовки (рис. 2.43 б). Средняя линия катится без скольжения по делительной окружности равной ширине впадине рейки по средней линии. . Это колесо называется колесом с равноделенным шагом.
| Рис. 2.43 |
2. Средняя линия С-С смещена (поднята) на величину , где Х - коэффициент смещения (рис. 2.43 а). По делительной окружности катится без скольжения начальная окружность Н-Н, отстоящая от средней прямой линии на . Толщина зуба по делительной окружности оказывается больше ширины впадины, что соответствует увеличению ширины впадины производящего контура начальной прямой Н-Н. Из рисунков следует:
Коэффициент смещения Х в этом случае считается положительным.
3. Средняя прямая С-С смещена к центру на величину Хm, при чем коэффициент смещения Х считается отрицательным (рис. 2.43в).
Толщина зуба по делительной окружности тоже определяется по формуле (2.46) и вследствие того, что , оказывается меньше, чем у колеса с равноделенным шагом.
Зубчатые колеса, нарезанные со сдвигом рейки, называются исправленными колесами. Колеса, нарезанные с положительным сдвигом, называют положительными. А нарезанные с отрицательным сдвигом - отрицательными. Колеса, нарезаемые без сдвига, называют нулевыми колесами.
Для того чтобы, определить к какой из этих групп относится зубчатое колесо, надо определить толщину его зубьев по делительной окружности.
В зависимости от смещений каждого колеса можно получить три типа передач отличающихся расположением начальных и делительных окружностей.
I тип (рис. 2.44а). Эти окружности совпадают, если передачи удовлетворяют условию , передача называется нулевой,
то есть, передачи, составленные из колес без смещения и передачи в которых отрицательное смещение одного колеса равно по абсолютной величине положительному смещению другого колеса (равносмещенные).
Межосевое расстояние в этих передачах называется делительным межосевым расстоянием, а угол зацепления равен углу профиля производящего контура.
II тип (рис. 2.44б). В передачах, у которых по делительным окружностям толщина зуба одного колеса больше ширины впадины другого, для зацепления без бокового зазора межцентровое расстояние должно быть больше а.
Соответственно увеличивается и угол .
IIIтип (рис. 2.44в). Аналогично для передач, у которых по делительной окружности толщина зубьев одного из колес меньше впадины другого, имеем . Эти передачи получаются при
| Рис. 2.44 |
Применяя смещение исходного контура, можно получать у зубчатой передачи следующие эффекты:
1. Положительное смещение повышает прочность зубьев при изгибе и устраняет подрез при малом числе зубьев (понижает ).
2. Увеличение при повышает контактную прочность. Можно увеличить с 20 до 25 0 и увеличить допустимую нагрузку приблизительно на 20%.
3. При большом числе зубьев у шестерни и колеса смещение малоэффективно, т.к. профиль зуба даже при значительных смещениях почти не изменяется (у рейки - смещение совершенно не изменяет форму зуба).
4. За счет смещения можно получить заданное межосевое расстояние передачи.
5. Передачи со смещением при применяют при больших и малых . В этих условиях смещения и выравнивают форму зубьев шестерни и колеса и обеспечивают их равнопрочность при изгибе.
6. Смещения при могут влиять на большое число параметров зацепления.
Построение профилей зубьев выполняется на приборах ТММ-42, которые моделируют процесс нарезания колес методом обкатки. В начале вычерчиваются зубья колеса без смещения (нулевое смещение). Их ножки оказываются подрезанными, так как z
При нарезании исправленных колес расстояние b между модульной и делительной прямыми называется смещением рейки.
Смещение может быть положительным и отрицательным по отношению к нормальному колесу.
Коэффициент смещения рассчитывается по формуле
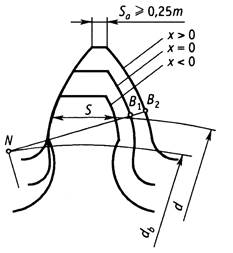
Рис. 3. Нарезание зубчатых колес без смещения инструментальной рейки (x = 0), с положительным
смещением (x > 0), с отрицательным смещением (x
На рис. 14.21 показано изменение формы зуба колеса внешнего зацепления в зависимости от числа зубьев колёс, нарезанных без смещения. При колесо превращается в рейку, а зуб приобретает прямолинейные очертания. В этом случае зуб колеса внешнего зацепления имеет максимальную изгибную прочность. С уменьшением числа зубьев z уменьшается толщина зуба у основания и вершины, а также уменьшаются радиусы кривизны эвольвентного профиля. Такое изменение формы приводит к уменьшению изгибной прочности зубьев и увеличению коэффициента формы зуба . При z 0 увеличивается угол зацепления (однако уменьшается коэффициент перекрытия ), межосевое расстояние aw и повышается контактная прочность.
NB 14.9. При положительном смещении повышается изгибная прочность зубчатых колёс и контактная прочность зацепления.
Пример 14.1. Рассчитать косозубую цилиндрическую зубчатую передачу внешнего зацепления по исходным данным примера 12.1: крутящий момент на валу колеса Т2 = 551,8 Н·м, частота вращения вала шестерни n1 = 646,7 об/мин, передаточное число u = 3,55. Недостающими данными задаться.
Вычерчиваем кинематическую схему передачи (рис. 14. 23).
Рис. 14.23. Кинематическая схема цилиндрической передачи
Принимаем материал шестерни сталь 30ХГС, термообработка – закалка, твёрдость 45…55HRC, колеса – сталь 40ХН, термообработка – улучшение, средняя твёрдость 250HB[9]. Все расчёты выполняем по учебнику [9]. Допускаемые контактные напряжения шестерни и колеса:
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
- О проекте
- Реклама на сайте
- Правообладателям
- Правила
- Обратная связь
Чтобы распечатать файл, скачайте его (в формате Word).
Читайте также: