
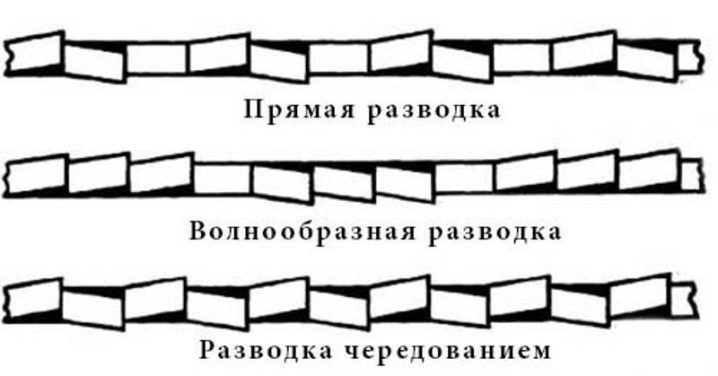
Виды разводки зуба ножовочного полотна
Опубликовано: 24.07.2024
Полотно для ножовки: классификация, особенности использования.
Для распиливания разных материалов требуются полотна разного строения: с крупными и мелкими зубцами, из углеродистой или закаленной стали, с разводкой только по зубцам или по всей длине полотна.
С помощью ножовки распиливают металлические и деревянные заготовки, пластик и гипсокартон, и для работы с разным материалом полотно для ножовки используется разное.
Так, полотно по дереву, применяемое для распиловки досок, ДСП, бревен, отличается большой шириной, и зубцы у него крупные.

Полотно по металлу значительно уже, с мелкими зубцами, его используют в соответствующей ножовке.

В ножовке по металлу регулируется степень натяжения пилки, которая настраивается для работы как с мягкими, так и с твердыми сплавами, а также с материалами неметаллическими, например, пластиком и др.
Режущий элемент у ножовки по камню, точнее говоря, по бетону, похоже на пилу для дерева, но с зубцами гораздо больших размеров.
На отдельных зубцах напаивают твердосплавный металл, чтобы распиливать, кроме плотного бетона еще и пенобетон.
Виды ножовочных полотен
Полотна для работы с металлом имеют свое предназначение для разных сплавов, отличающихся по своим характеристикам, толщине распиливаемого материала и объема предстоящих работ.
Предполагаемый объем работ разделяет инструмент на 2 вида.
• Ручной инструмент – ножовка распиливает металл за счет приложения физических усилий.
При этом распилить удается относительно небольшое количество материала.
Соответственно, лезвие не рассчитано на длительные нагрузки и выполняется из углеродистой стали.
Полотно для ручного лобзика всегда дешевле, однако работать с ним тяжелее.

Ручные ножовки могут быть как профессиональными, так и бытовыми.
Полотна, соответственно, могут быть как более прочными – закаленные, например, лезвия для ножовки по металлу sparta, так и менее надежными.
Разница между ними обусловлена возможностью сохранять остроту зубцов при длительном использовании.
• Электроинструмент – ножовка выполняет работу за счет электропривода.
Полотно изготавливается из более прочных сплавов, так как электроножовки рассчитаны на большой объем работ с камнем, металлом или деревом.

Полотно для ножовки по металлу
Главной особенностью лезвия для распиливания металлов являются очень мелкие зубцы, так как крупными работать с металлом невозможно.
В любой модели, бытовой или профессиональной, зубцы изготавливаются из закаленного металла, так как они должны превосходить по твердости металлический сплав, для резки которого применяется инструмент.
Размеры полотна варьируются от 150 мм до 300 мм.
Полотна для ножовки по металлу различают в первую очередь по материалу изготовления:
— лезвие из углеродистой стали – экономичный и легкий вариант.
Допустимой для режущей части пилы является твердость в 45 единиц.
Этот вариант относится к самым недолговечным, так что устанавливается только на бытовых моделях.
Профессионалы рекомендуют подбирать более твердые марки – 55–60 HRC.;
— полотна с частичной термической обработкой – более технологичны, по износостойкости превосходят модели из углеродистой стали;
— лезвия из кобальтовой стали – быстрорежущей.
Гибкие, но отличаются исключительной прочностью.
Зубцы на пилке закаленные.
Такое сочетание обеспечивает и скорость резки, и возможность работы с твердыми сплавами;
— закаленные полотна – очень прочные, используются для направленных разрезов.
Особенно эффективны в тех случаях, когда требуется резать сталь под определенным углом;
— биметаллические – на полосу из углеродистой стали, полученную холоднокатаным методом, наваривают полоску быстрорежущей стали.

На последней нарезаются зубцы.
Для сварки используется электронно-лучевой метод, так как нагревать металл требуется на узком участке.
Пилка очень гибкая, ее буквально можно свернуть в узел.
Еще одна классификация связана с разводкой пилки.
Чтобы избежать заклинивания инструмента, пропил должен быть несколько шире, чем само полотно.
Добиваются этого, выполняя разводку – по полотну или по зубьям:
• разводка по полотну предполагает отгиб края пилки вместе с зубцами вправо и влево поочередно.
Высота отгиба 2–3 мм, величина отклонения – 0,25–0,6 мм.
Разводка по полотну реализуется на изделиях с мелкими зубцами;
• разводка по зубьям – отгибаются в разные стороны только зубцы.
Чередование определяется величиной шага.
При малом шаге отводится сразу по 2–3 зубца, при среднем – 1 зубец отводится влево, 2 – вправо, а 3 остается на месте.
При большом шаге зубцы отводятся попеременно.

Различают полотна еще и по характеру размещения зубцов:
— одностороннее – стандартный вариант, в которой зубцы нарезаны только на одной стороне пилки;
— двухстороннее – зубцы наличествуют с двух сторон.
Подбирают зубцы разного размера с тем, чтобы инструмент мог работать с материалами разной твердости и плотности.
Комбинируют как варианты резки металла – для мягких и твердых сплавов, например, так и зубцы для распиливания металла и дерева.
Алмазная струна
Есть и более нестандартный вариант для резки металлов – струна.

Последняя изготовляется из легированной стали, затем на нее наносится алмазное напыление толщиной в 2 мм.
На концах струны делают петельки, чтобы приспособление можно было закрепить в обычной ножовке.
Алмазная струна режет буквально любой материал: керамику, камень, бетон и металл, причем твердые сплавы.
При этом нить стоит очень дешево по сравнению с профессиональными ножовками по металлу.
Проверка струны в работе
Алмазная нить проходит проверку не только при выпуске, куда ценнее потребительские тесты.
Пилит струна очень быстро, особых усилий прилагать нет нужды.
Важно!
Перед распиливанием смочить нить и материал, и повторять смачивание во время распиливания.

Результаты потребительского тестирования таковы:
— стекло толщиной в 3 мм нить пропиливает за 40 с, глубина пропила 0,5 см;
— камень нить распиливает еще быстрее: пропил глубиной в 1 см выполняется за 30 с;
— распил керамогранита требует дольше времени – за 1 минуту нить проделывает пропил глубиной в 1 мм в материале, толщиной 0,5 см;
— с такой же скоростью алмазная нить распиливает и сталь.
Тест проводился на сверле диаметром в 0,7 мм, изготовленном из быстрорежущей стали.
Распил глубиной в 1 мм нить проделывает за 1 минуту.
Нить из вольфрама
Это та же струна, но изготовленная из стали и покрытая карбидом вольфрама.

Выпускают как полотна из такого материала, так и струны.
Последние выгоднее тем, что намного дешевле.
Вольфрамовая струна достигает в длину 300 мм, и легко закрепляется в обычную ножовку.
Диаметр нити – 2,7 мм.
Распилы, сделанные с помощью нити, очень точны.
С помощью струны можно вырезать кривые линии и круги, а не только делать прямые распилы.
Размеры полотна, длина, ширина
Размеры пилки определяются методом крепления.
— В большинстве моделей предусмотрено двухстороннее крепление.
Для таких изделий выпускаются полотна только 2 размеров: 300 и 150 мм.
Первый вариант считается стандартным, изделия такого размера изготавливают всех возможных видов и из всех допустимых материалов.
Пилка длиной в 150 мм выполняется только из углеродистой стали.
Толщина зависит от назначения инструмента.
На профессиональных моделях величина варьируется от 0,63 до 1,25 мм.
Полотна для электропил имеют большую толщину – до 2,5 мм.
— Полотна для ножовок, где крепление только с одной стороны изготавливаются длиной в 220 и 260 мм.
Высота пилки достигает 13 мм. Выполняются только из биметаллического сплава, так как все остальные варианты слишком хрупки.
— Для изделий с пистолетной рукояткой полотна могут быть разной длины и толщины.
Выполняются только из биметаллического сплава.

Еще одна важная характеристика – зуб.
Изделия с мелкими зубьями подходят для распиливания твердых металлов.
Вариант с крупными предназначена для обработки мягких.
Они не взаимозаменяемы.
Так как при распиливании мягких металлов мелкими зубьями пила быстро забивается стружками, и пропил получается неаккуратный, рваный.
Какой зуб выбрать
Режущая плоскость по металлу выполняется с разным размером зуба и с разным шагом.
Параметры взаимосвязаны: чем больше промежутков, тем меньше зубцов, а чем меньше зубцов, тем больше они в размерах.
Определяющим параметром является количество зубцов на погонном дюйме (25 мм).
Выпускается изделия с 18, 24, 32 зубцами.
Чем больше зубцов, тем меньше они в размерах, тем более твердый металл может распиливать лезвие.
Для обработки материалов разной твердости рекомендуется использовать пилки с определенным числом зубцов.

Еще один нюанс – материал зубцов.
Каленые зубья намного прочнее, долговечнее, распиливают более твердые материалы.
Однако со временем они тоже теряют остроту.
Увы, заточить их уже нельзя.
Обычным зубцам возвращают остроту с помощью специального напильника для пилы, к полотнам по металлу это не относится.
Рекомендации
Чтобы выбрать подходящий инструмент, учитывают следующие параметры:
• размер – определяется объемом работ.
Компактные изделия длиной в 150 мм годятся для распиливания небольшого количества материалов, так как рука при работе с таким лобзиком устает довольно быстро.
Стандартные пилы длиной в 300 мм выполняют больший объем работы;
• форма зубца и его острота;
• шаг – для распилки мягких сплавов, пластмасс, асбеста, подходят крупные зубцы с шагом в 18.
Твердые материалы распиливают ножовками с мелкими зубцами;
• материал – самым долговечным и надежным на сегодняшний день является полотно из разных металлов, так называемое биметаллическое.
Но если лезвие требуется редко, то домашний мастер вполне обходится и моделью из углеродистой стали;
• стоимость – характер полотна, размеры и конфигурация зубцов определяет и цену продукта.
Рейтинг полотен для ножовки
• Bahco – шведская компания, предлагающая самый разный инструмент. Лучшим по праву считается биметаллическое полотно Sandflex.

Его назначение – распил металла, пластика, а также композитных материалов.
Последние, обычно, представляют наибольшую сложность в обработке, так как разные слои такого изделия обладают разной твердостью и прочностью.
• Topex – полотно выполняется из закаленной стали и по цене куда доступнее, чем биметаллический сплав.
Хотя по долговечности он уступает предыдущему варианту, в качестве домашнего инструмента вполне подходит.
Распиливает металлические сплавы, пластик, может работать с керамикой, но не керамогранитом.
• Stanley – лучшими считаются биметаллические пилки от этого производителя.

Исключительная гибкость полотна и прочность гарантируют длительный срок эксплуатации.
Распиливает изделие самые твердые металлы, но только при правильном выборе шага зубьев.
• Энкор «оса» – еще один изготовитель полотен из закаленной стали.
Зубцы долго сохраняют остроту, разрешается распил под прямым углом и под углом в 45 градусов.

- Особенности
- Характеристики
- Виды
- Как выбрать?
- Для ручной
- Для механической
- Для мини-ножовки
- Советы по эксплуатации
- Как производится распил?
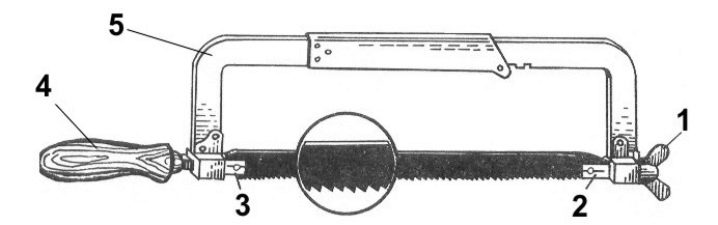
Ножовка применяется для создания сквозных пропилов на плотных материалах, выполненных из металла, прорезания шлиц, обрезки контурных изделий. Слесарный инструмент выполнен из ножовочного полотна и станка основания. Один конец рамы оснащен статичной зажимной головкой, ручкой для удержания инструмента, хвостовиком. Противоположная часть состоит из подвижной головки и винта, натягивающего режущую пластину. Головки ножовок для металла оснащены прорезями, в которые устанавливается рабочее полотно, фиксирующееся штифтами.

Рамки выполняются в двух формах: раздвижные, позволяя закреплять рабочее полотно любой длины, и цельные.
Особенности
Для каждого вида материала существует свое режущее полотно.
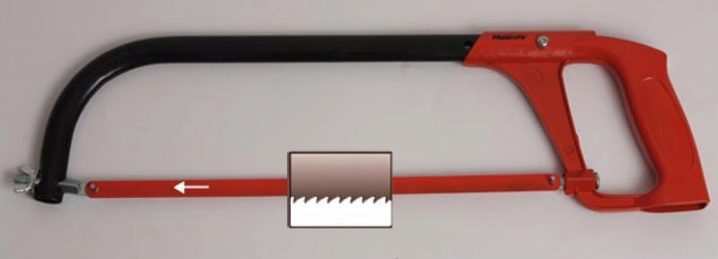
- Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.

- Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.

- Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.

- Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
Чем больше толщина обрабатываемого изделия, тем крупнее должны быть режущие зубцы, и наоборот.

При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.

- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
Характеристики
ГОСТ 6645-86 – стандарт, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это тонкая, неширокая пластина с отверстиями, расположенными в противоположенных концах, на одной стороне расположены режущие элементы – зубья. Пилки изготавливаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.

В зависимости от типа работы ножовочные пилки делятся на машинные и ручные.
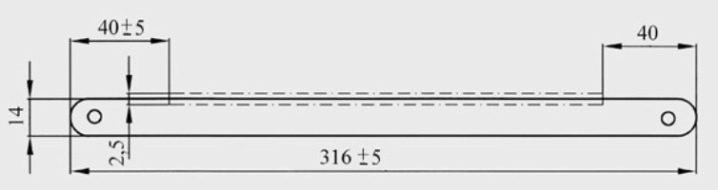
Длина пластины определяется по расстоянию от центра одного отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет следующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.

Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Короткие ножовки применяются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, а также для выполнения филигранных типов работ.

ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для двух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние между сквозными отверстиями 250±2 мм, длина пилки не свыше 265 мм.
- Одинарные 2 типа. Расстояние от одного отверстия до другого 300±2 мм, длина пластины до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластины — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.


ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих элементов:
- для одинарной пластины первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов изменяется для инструментов большей длины — 1,40/18 и 1,60/16.

Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, обладающего достаточной шириной, достигаются довольно длинные пропилы: каждый резец пилки снимает опилки, заполняющие стружечное пространство, пока полностью не выйдет острие зубца.

Величина стружечного пространства определяется от шага зубца, переднего угла, заднего угла. Передний угол выражается в отрицательном, положительном, нулевом значениях. Величина зависит от твёрдости обрабатываемого изделия. Пилка с нулевым передним углом имеет КПД ниже по сравнению с передним углом, имеющим значение больше 0 градусов.


При разрезании наиболее твердых поверхностей применяются пилки с зубьями, которые заострены под большим углом. Для мягких изделий показатель может быть ниже среднего. Ножовочные полотна, оснащенные наиболее заостренными зубцами, являются самыми износостойкими.
Тип пилы классифицируется на профессиональный и домашний инструмент. Первый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
Домашняя ножовка не позволяет выполнить качественный ровный распил даже с профессиональными полотнами.


Второй критерий по выбору полотна для ножовки — это материал, из которого изготовлено изделие.
Марки используемой стали: Х6ВФ, В2Ф, Р6М5, Р12, Р18. Отечественные изделия изготавливаются только из этих видов материала, но в специализированных магазинах встречаются изделия с алмазным покрытием. Поверхность пилки имеет напыление из разных тугоплавких металлов, нитрида титана. Данные пилки отличаются внешне по цвету. Стандартные стальные полотна светло- и темно-серые, алмазные и другие напыления – от оранжевого до темно-синего оттенка. Карбидно-вольфрамовое покрытие отличается крайней чувствительностью полотна к изгибам, что сказывается на непродолжительном сроке службы полотна.

Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.

Прочность пилке обеспечивает процедура горячей термообработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.
Перепад по твердости сказывается на чувствительности изделия к изгибам полотна во время выполнения работы или установки пилки в инструмент. Для разрешения этой проблемы был принят стандарт, регламентирующий показатели усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превышать 60 кг при работе пилкой с шагом зубцов менее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, применяются для работ с мягкими материалами, не отличаются стойкостью, быстро приходят в негодность.

Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место между пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются буквами HSS, отличаются хрупкостью, высокой ценой, но более устойчивые к износу режущих элементов. На сегодняшний день полотна HSS вытесняются биметаллическими пилками.

Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали методом электронно-лучевой сварки. Сварка применяется для мгновенного соединения двух видов металла с сохранением твердости рабочих зубьев.

Как выбрать?
При выборе режущего изделия ориентируются в том числе на тип инструмента.
Для ручной
Ручные ножовки в среднем оснащаются одинарными полотнами 1 типа с маркировкой HCS, HM. Длина пилки зависит от длины рамки инструмента, средний показатель в районе 250-300 мм.

Для механической
Для механического инструмента подбираются пилки с любой маркировкой в зависимости от обрабатываемой поверхности. Длина режущего двойного полотна от 300 мм и более. Механическое оборудование применяется при обработке большого количества заготовок длиной от 100 мм.

Для мини-ножовки
Мини-ножовки работают с полотнами не более 150 мм. В основном предназначены для удобного и быстрого распила деревянных материалов и металлических изделий небольшого диаметра, работа с заготовками, по кривой.

Советы по эксплуатации
Перед тем как воспользоваться инструментом, стоит правильно установить лезвие в оборудование.
Метод установки зависит от конструкции крепежной системы инструмента. Если головки оснащены прорезями, то полотно вставляется прямо в них, немного натягивается при необходимости, фиксируется штифтом.
Чтобы было легче вставить пилку в зажимную головку, можно предварительно элемент смазать техническим маслом. При возникновении резкой нагрузки на пилку придется периодически осматривать крепление, проверять степень затянутости штифта, чтобы полотно не выпало из фиксатора во время процесса распила изделия.
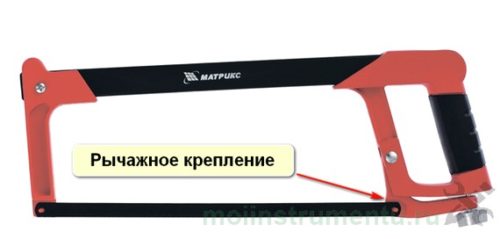
Установка режущего изделия в ножовку рычажного типа производится методом выдвижения рычага, надевания полотна, возвращения рамки инструмента в исходное положение.

Корректно натянутое полотно при щелчке пальцев по поверхности пилки издает легкий звон и небольшие вибрации. Категорически запрещается применять во время натяжения пилки плоскогубцы или тиски. Незначительный перекос или изгиб приводит к повреждению режущей кромки пилки или ее полной поломке.
Установка односторонних полотен требует предельного внимания из-за направления режущих элементов. Крепить пилку нужно так, чтобы зубцы смотрели по направлению к ручке оборудования. Поступательные движения при распиле изделий выполняются от себя. Не рекомендуется ставить полотна зубцами в противоположном направлении от ручки, это не позволит произвести запланированную работу и приведёт к застреванию пилки в материале или поломке полотна.
Как производится распил?
Во время процесса обработки металла ручной ножовкой нужно встать за обрабатываемым предметом, зажатым в тиски. Корпус расположен вполоборота, левая нога выставляется вперед, толчковая остаётся позади для принятия устойчивого положения.
Режущее полотно размещается строго на линии отреза. Угол наклона должен быть в диапазоне 30-40 градусов, не рекомендуется выполнять распил ровно в вертикальном положении. Наклонное положение корпуса позволяет произвести ровный надрез с минимальным возникновением вибраций и шума.
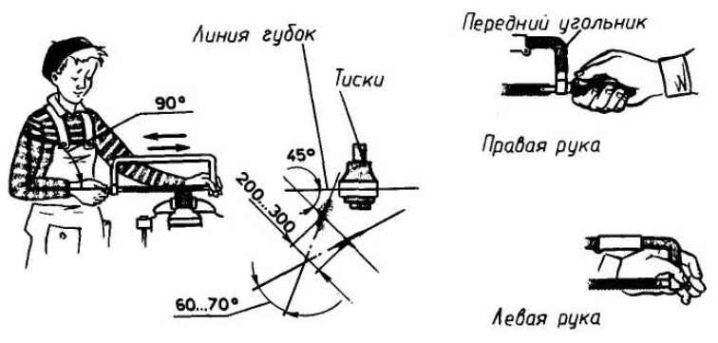
Первое воздействие на материал производится с небольшим усилием. Полотно должно врезаться в изделие, чтобы пилка не скользила, и не возникало рисков поломки инструмента. Процесс распила материала производится в наклонном положении, свободная рука располагается на изделии, рабочая производит толкательные движения ножовки вперед и назад.
Удержание обрабатываемого предмета производится в перчатках во избежание выскальзывания материала и возможности получения травм.

С тонкостями выбора ножовок по металлу вы можете познакомиться в следующем видео.
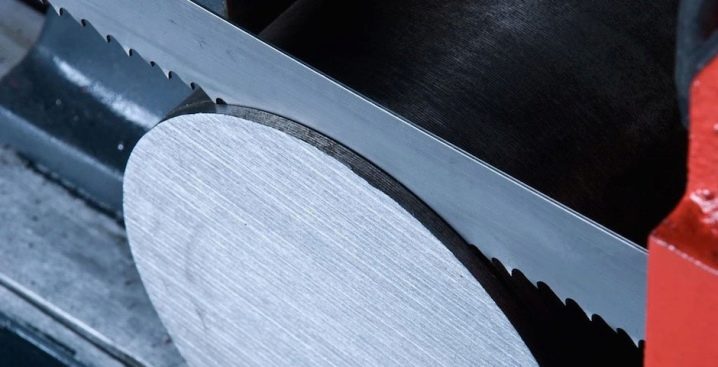
Ножовка по металлу состоит из станка (рамки), к которому крепится ножовочное (пильное) полотно. Резка (распиливание) производится пильным полотном. Свойства полотна определяются формой, размерами, твердостью и стойкостью зубьев, а также стойкостью самого полотна к нагрузкам различного рода. Станок ножовки создает условия, необходимые для правильной работы полотна (прежде всего, обеспечивает достаточное его натяжение) и для приложения мускульной силы. Станки некоторых конструкций могут использоваться для хранения запасных полотен.
Полотна для ручных ножовок
Полотна для ручных ножовок различаются по своему назначению. Большинство полотен предназначено для работ с низкоуглеродистой или незакаленной сталью. Встречаются также специальные полотна для работ с твердыми материалами, цветными металлами и работ по дереву.
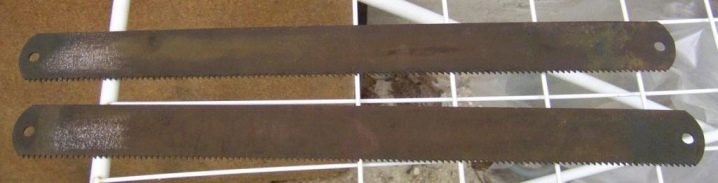
Обычное полотно для ручной ножовки представляет собой тонкую и узкую полосу с двумя отверстиями на его концах для крепления в станке и с зубьями на одной из сторон. Иногда встречаются полотна, у которых режущие зубья одного или разных размеров сформированы на обеих сторонах полотна.
Один из основных параметров ножовочного полотна, определяющих его работоспособность - твердость его зубьев. У полотна, предназначенного для работ по стали она должна быть не менее 61 - 64 HRc. Для обеспечения этой твердости полотно должно быть изготовлено из стали с содержанием углерода около одного процента и пройти соответствующую термическую обработку.
Полотна из углеродистой стали
Являются наименее стойкими. Качество и существенно зависит от технологии производства, прежде всего от термической обработки. В большинстве своем полотна из углеродистой стали могут использоваться только для работ по мягким, отожженным сталям и цветным металлам.
Встречается также подобный металлорежущий инструмент (полотна) из стальной холоднокатаной полосы, зубья которых проходят закалку токами высокой частоты. Обычно они пригодны только для работ по мягким цветным металлам и менее прочным материалам (дереву, пластмассе и композитам на их основе).
Полотна из легированной стали
Зарубежными производителями практически не предлагаются. При той же твердости, что и углеродистая сталь, сталь, легированная хромом, вольфрамом и ванадием, является более технологичной. По комплексу свойств, в том числе и по стойкости, такие полотна занимают промежуточное положение между полотнами из углеродистой и быстрорежущей стали.
Полотна из быстрорежущей стали
Обладают наиболее высоким комплексом свойств сточки зрения режущей способности и стойкости зубьев. Но эти полотна обладают двумя существенными недостатками: высокая хрупкость и высокая стоимость. Хрупкость, правда, зависит от марки и качества стали, но производители пильных полотен не используют дорогих марок быстрорежущих сталей с низкой хрупкостью. Полотна из быстрорежущей стали вытесняются биметаллическими полотнами, которые (при близкой стоимости) не уступают им по режущей способности, превосходят их по стойкости и полностью лишены хрупкости.
Биметаллические полотна
Являются относительно недавним изобретением. Структура биметаллического полотна показана на рисунке. На основу из прочной и упругой стали (обычно это холоднокатаная полоса из углеродистой стали) методом электронно-лучевой сварки наваривается полоса из быстрорежущей стали. На этой полосе нарезаны зубья.
Электронно-лучевая сварка применяется по той причине, что позволяет мгновенно нагреть металл в очень узкой зоне контакта двух металлических полос. При этом не происходит заметного отпуска полосы из быстрорежущей стали и ее зубья сохраняют высокую твердость.
На рисунке показано такое полотно, завязанное узлом. Это чисто рекламный трюк, но он производит впечатление на любого, кто знаком с высокой хрупкостью обычных ножовочных полотен для работ по металлу. Применение такой технологии позволяет не только сохранить режущие свойства зуба из быстрорежущей стали, но и существенно повышает стойкость зуба за счет того, что сужается размер зоны, в которой в процессе работы полотна накапливаются разрушающие напряжения. Другое преимущество состоит в 7-15 кратной экономии дефицитных легирующих присадок, которых требуются в большом количестве для производства быстрорежущей стали. И хотя цены на биметаллические полотна и на полотна из быстрорежущей стали приблизительно равны, очевидно, что со временем это соотношение будет изменяться в пользу биметаллических полотен за счет совершенствования технологии электронно-лучевой сварки с одной стороны, и роста цен на легирующие посадки – с другой. Нет сомнения, что со временем биметаллические полотна по металлу вытеснять полотна из быстрорежущей стали.
Форма зуба полотен по металлу
Показана на рисунке. Может меняться наклон передней режущей кромки (в пределах от 0 до 5-10°), в остальном же различий не бывает. Такой зуб позволяет пилить достаточно широкий ассортимент материалов, различающихся по твердости и вязкости. Это зуб хорошо работает только в одном направлении, показанном на рисунке.
Шаг зуба
Изменяется в числе зубьев на дюйм (даже в странах с метрической системой измерений, кроме, разве что, России и стран СНГ) и равен 18, 24 или 32 зуба на дюйм. При пересчете на сантиметр это составляет 7, 10 и 13 зубьев на сантиметр, соответственно.
Выбор шага зуба производится в зависимости от размеров и материала распиливаемой заготовки. В работе ножовочного полотна должно участвовать не менее 2 - 3 зубьев одновременно. Для соблюдения этого условия при пилении тонких листовых материалов следует пилить под острым углом к плоскости листа. Для определения оптимального размера зуба можно обратиться к таблице
Разводка зубьев
Чтобы предотвратить заклинивание полотна в пропиле, ширина пропила должна быть немного больше толщины ножовочного полотна. Для этого зубья должны быть разведены. Разводка может быть сделана или "по полотну", или "по зубу".
Разводка "по полотну" (или "волнистая" разводка) производится для полотен с мелкими зубьями. При этом выполнятся отгиб края полотна высотой 2 - 3 мм вместе с зубьями попеременно в обе стороны на 0,25 - 0,6 мм. Шаг отгиба составляет несколько миллиметров.
Разводка "по зубу" производится для полотен с более крупными зубьями. Схема разводки зависит от шага зубьев. При малом шаге полотна попеременно отводят 2-3 зуба вправо и 2 - 3 зуба влево. Если у полотна средний шаг зубьев, то один зуб отводится влево, следующий - вправо, а третий вообще не отводится. Если у полотна большой шаг зубьев, то зубья отводятся попеременно вправо и влево.
Полотна с покрытием из карбида вольфрама
Выпускаются двух типов: с плоской металлической основой и т.н. "канатики". Полотна с плоской металлической основой мало отличаются внешне от полотен из стали, только вместо зубьевeв у них покрытая карбидом вольфрама полоска. Полотно с покрытием из карбита вольфрама выпускается длиной 150 и 300 мм и применяются для разрезания стекла, керамики, фарфора и других твердых материалов, включая закаленную углеродистую и легированную сталь. Следует помнить, что из-за высокой вязкости стали износ этих полотен при работе по стали довольно велик.
При необходимости использовать полотна с покрытием из карбида вольфрама следует тщательно выбирать поставщика. Стойкость полотна очень сильно зависит от прочности основы, в которую вкраплены включения из карбида вольфрама, и от соблюдения технологии производства.
Размеры и форма ножовочных полотен
Большая часть ручных ножовок по металлу рассчитана на двустороннее крепление полотна. Для таких ножовок выпускаются полотна только двух размеров: 12" (300 мм) и 6" (150 мм).
Полотна длиной 300 мм являются стандартными, Именно на такие полотна Рассчитано большинство ручных ножовок по металлу. Такие полотна выпускаются всех типов, перечисленных выше, хотя чаще всего предлагаются биметаллические полотна и полотна из быстрорежущей стали.
Полотна длиной 150 мм выпускаются только из углеродистой стали. Утолщенные полотна для станков с односторонним креплением полотна бывают двух разновидностей.
Плоские полотна шириной 13 мм выпускаются длиной 220 и 260 мм изначально предназначены для механизированных пил, называемых "пилaми для ремонта палет". Такие полотна достаточно хорошо подходят для ручных станков с односторонним креплением полотна, рассчитанных на полотно шириной 13мм. Из-за большей толщины (около 1 мм) они для таких станков предпочтительнее, чем стандартные. Они выпускаются только биметаллические, так как одностороннее крепление не допускает использования хрупких полотен.
Полотна для ножовок с пистолетной рукояткой выпускаются нескольких размеров и обычно самими же производителями станков. Такие ножовки могут использоваться для работ как по дереву, так и по стали (а также по мягким металлам, пластмассам и т.п.). Для них выпускаются полотна из углеродистой стали для работ по дереву (всегда с крупным зубом, около 7 зубьев на дюйм) и биметаллические полотна для работ по металлу (с мелким зубом с шагом 18 или 24 зуба на дюйм).
Компания AIST предлагает большой спектр ручного инструмента по выгодной цене и доставкой в любой регион России.
Ножовка по металлу считается довольно распространенным ручным инструментом, который предназначен для разделения заготовки на несколько отдельных частей определенного размера. Ее конструктивные особенности характеризуются тем, что есть возможность проводить периодическую замену рабочего плотна. При обработке металла весьма велика вероятность быстрого износа режущей кромки. Поэтому была предусмотрена функция замены ленты, для чего требуется небольшое количество времени. Существует просто огромное количество различных полотен, рассмотрим особенности выбора и многие другие моменты подробнее.

Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
При выборе уделяется внимание и показателю ширины, которая для одинарного варианта исполнения составляет 0,63 мм, для двойного 0,8 мм. Высота зуба в первом случае составляет 12,5 мм, во втором 20 мм.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.


Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Принципы выбора полотна
Важно правильно выбрать наиболее подходящий вариант исполнения изделия к конкретным эксплуатационным условием. Если поверхность не обладает требуемыми свойствами, то она не прослужит в течение длительного периода. Критериями выбора можно назвать нижеприведенные моменты:
- Наиболее важным критерием выбора можно назвать расстояние между двумя крепежными отверстиями. У некоторых инструментов этот показатель может меняться благодаря специальному устройству.
- Следующий критерий выбора заключается в прочности разрезаемого металла. Если работа предусматривает резание распространенных мягких сплавов, к примеру, меди или алюминия, то выбирается изделие с наименьшей твердостью поверхностного слоя. Сталь Х6ВФ весьма распространена, у полотен импортного происхождения применяется маркировка HCS. Также можно проводить обработку прочных металлов, для которых подходит полотно ножовочное из быстрорежущей стали, импортная маркировка HSS,
- Учитывается также и толщин разрезаемого металла и качество, которое нужно достигнуть после обработки. За рубежом определяющим критерием становится показатель PPI – число вершин зубьев, приходящихся на дюйм длины. Для обеспечения высокого качества требуется PPI более 24, если в приоритете производительность, то выбирается вариант исполнения с показателем менее 24.
- При выборе уделяется внимание качеству разведения режущей кромки. Этот параметр должен соответствовать нормам, которые устанавливаются в ранее приведенном ГОСТ. Выделяют три основных варианта исполнения: разведение по каждому, через один зуб или по двум смежным.
Многие ищут полотно ножовочное, которое сможет прослужить в течение длительного периода. Следует учитывать, что на эксплуатационный срок оказывает влияние качество нанесенного покрытия. Применение недорогих веществ становится причиной, по которой при нагреве на поверхности появляется большое количество трещин.

На качество оказывает влияние также равномерность разводки. У хорошего ножовочного полотна по металлу отклонение составляет не более 45% на длину 10 мм. Также визуальный осмотр позволяет определить то, насколько равные по высоте отдельные зубья. Точные результаты можно получить при применении микрометра или другого измерительного прибора с высокой точностью.
Как установить полотно на ножовку по металлу
Конструкция рассматриваемого инструмента позволяет проводить быструю замену ножовочного полотна. Стоит учитывать, что при допущении ошибки рассматриваемое изделие не прослужит в течение длительного периода. Как установить полотно в ножовку по металлу – весьма распространенный вопрос, так как этот инструмент встречается практически во всех домашних мастерских. Основными рекомендациями можно назвать следующее:
- Инструкция во многом зависит от применяемой системы крепежа в конкретном случае.
- Большое распространение получил резьбовой зажим, при котором ножовочное полотно устанавливается и натягивается. Резкая смена прилагаемой нагрузки становится причиной, по которой приходится периодически проверять степень натяжения.
- Встречаются инструменты с рычажным креплением. В этом случае установка существенно упрощается, так как достаточно отвести рычаг и установить ножовочное полотно по резке металла, после чего затянуть его в обратном направлении.
При рассмотрении того, как правильно вставить полотно в ножовку по металлу следует учитывать, что после соответствующего монтажа оно создает легкий звон при работе и может немного вибрировать. Однако, на момент пиления изделие не должно менять свое положение, так как это может стать причиной повреждения крепежных отверстий.

Правила выбора
При соблюдении определенных правил есть возможность выбрать подходящее полотно, которое может прослужить в течение длительного периода. Основными рекомендациями назовем следующее:
- На поверхности не должно быть трещин или других дефектов, а также следов коррозии. Это связано с тем, что даже незначительные повреждения станут причиной повышенного износа.
- На момент выбора следует убедиться в эластичности пилы. Для этого ее немного сгибают, после отпускают. Высококачественное изделие практически сразу восстанавливают свою форму, что свидетельствует о высокой гибкости.
- Как ранее было отмечено, допустимая скорость резания во многом зависит от количества зубьев, приходящихся на один дюйм.
- Определяющим фактором во многих случаях становится тип применяемого материала. Зачастую отдают предпочтение каленной стали или бимметаллическим изделиям. Вариант исполнения с напылением из карбида вольфрама служит в течение недлительного периода.
Не рекомендуется использовать показатель цены как основной критерий выбора. Однако, слишком дешевый вариант исполнения выходит из строя в течение короткого периода.
Как показывает практика, низкокачественный вариант исполнения приходится менять несколько раз, как более дорогое предложение прослужит в течение большего периода.

Рекомендации по применению
Только при правильном применении можно исключить вероятность повреждения ножовочного полотна по металлу. Основные рекомендации следующие:
- Нужно проводить обработку с одной скоростью и приложенным усилием. Даже незначительные изменения могут стать причиной появления дефекта.
- Время от времени нужно делать перерывы. Причины заключаются в том, что слишком высокая температура становится причиной повышения пластичности.
- На момент обработка по поверхности должно проходить все ножовочное полотно. За счет этого обеспечивается равномерный износ.
Часто можно встретить ситуацию, когда из-за сильного нагрева и приложенного усилия металлическая пластина лопается. Низкокачественные варианты исполнения изнашиваются быстро и становятся практически непригодными в применении.
Количество зубьев
Определяющим фактором является то, сколько зубьев приходится на один дюйм. От него зависит следующее:
- От показателя зависит производительность. При увеличении количества режущих кромок существенно усложняется поставленная задача, стружка становится более мелкой.
- Большое количество позволяет получить качественный срез. Это достигается за счет уменьшения получаемой стружки.
Кроме этого, увеличение количества становится причиной повышения стоимости изделия.

Форма зуба полотен по металл
Уделяется внимание также тому, какая форма у зуба. От этого показателя зависит:
- Направление установки металлической пластины.
- Степень износа при работе.
- Производительность инструмента.
В большинстве случаев применяется классическая форма, так как она считается универсальным вариантом.
Шаг зуба
Также может отличаться и шаг зубьев. Этот показатель ножовочного полотна определяет:
- Производительность.
- Возможное качество получаемого среза.
- Область применения.
Мелкий шаг позволяет получить качественный срез при работе с различными сплавами.
Разводка зубьев
Удаление стружки с зоны резания проводится за счет определенной разводки режуще кромки. Как ранее было отмечено, по этому критерию выделяют несколько вариантов исполнения:
- Разводка по каждому.
- Разводка через один или два зуба.
При этом уделяется внимание и направлению зубьев. С учетом этого параметра проводится установка пластины.

Сегодня на производстве ножовочного полотна специализируются многие производители инструментов. При этом отечественная продукция обходится намного дешевле, зарубежная стоит дороже, но при этом обладает более высокими эксплуатационными характеристиками. Для длительной работы требуется несколько изделий, так как они могут изнашиваться с высокой скоростью.
Среди ручных режущих инструментов продолжает пользоваться популярностью ножовка по металлу. Главное достоинство этого инструмента в том, что его можно использовать всегда, когда электроинструмент бесполезен или его применение ограничено технологическим заданием. Чтобы воспользоваться ножовкой, понадобится установить в инструмент полотно по металлу. Только перед тем, как установить режущий элемент, его необходимо грамотно выбрать.
Ножовочные полотна по металлу для пильных инструментов
Рассматривать полотно ножовочное по металлу необходимо с того, что классифицируют этот вид расходного материала на три типа:
- Для ручных ножовок (они бывают большие и маленькие). После появления УШМ или болгарки, а также дисковых, сабельных пил и лобзиков, ручные ножовки утратили свою популярность, но при этом не исчезли полностью
- Для машинных агрегатов — к ним относятся ленточные пилы, которые используются в условиях промышленности (предназначены для станка). Для ленточной пилы применяются полотна, имеющие соответствующие параметры: длина, толщина, материал изготовления, заточка и форма зубьев. В домашних условиях такие агрегаты применяются только при необходимости проведения высокоточной резки металлических деталей. Для таких агрегатов применяется специальное ленточное полотно, зубья которых имеют напыление из твердосплавных материалов. В ленточных пилах применяется не только оснастка для резки металла, но и по дереву. Ленточнопильные полотна нуждаются в дополнительном водяном охлаждении при работе, что продлевает срок службы устройств, а также снижает нагрузку на приводные механизмы машинных агрегатов
- Автономные электрические агрегаты — это инструменты, которые вытеснили ручные ножовки. К таковым относятся сабельные пилки и электролобзики. Для сабельной пилы выпускаются полотно соответствующих форм и технических параметров. Для лобзика полотна по металлу также имеют соответствующие параметры, поэтому при их выборе, нежно учитывать, для какого типа инструмента предназначаются расходные режущие материалы

В материале детально рассмотрим полотна по металлу для ручной ножовки, которые купить можно в любом строительном магазине, на рынке и даже в интернет-магазинах. Кстати, преимущество покупки в интернете заключается в том, что у покупателя имеются большие возможности выбора, в отличие от покупки в магазине, где ассортимент ограничен двумя-тремя моделями.
Виды режущей оснастки для ножовок по металлу
Режущая гарнитура на ручные пилы по металлу выпускаются в трех видах:

- Одинарные — имеют общую длину полотен до 265 мм. Однако главным параметром на такой оснастке является расстояние между крепежными отверстиями, составляющее 250 мм
- Одинарные стандартные — это самые популярные модели полотен, которые имеют режущие зубья только с одной части. Промежуток между крепежными отверстиями составляет 300 мм, а общая длина полотна составляет до 315 мм. Если покупаете полотно для пил ручных, то учитывать (измерять) нужно не общую длину полотна, а расстояние от одного крепежного отверстия к другому. Обычно производители указывают размеры на боковой части оснастки
- Двойные — полностью идентичны предыдущему виду по размерам, только режущие части на таких устройствах расположены с двух сторон. Это позволяет увеличить срок службы гарнитуры, так как при истирании и притуплении зубьев с одной стороны, нужно перевернуть полотно, и продолжать его эксплуатацию

Полотно по металлу одинарного исполнения имеет толщину 0,63 мм, а двойные — 0,8-1,25 мм. На гарнитуре этот параметр указывается буквой S. Различие также имеется и в ширине или высоте полотен. Для одинарной гарнитуры высота составляет 12,5 мм, а для двойной — 20-25 мм.
ГОСТ Р 53411-2009 регламентирует такие главные показатели, как шаг зубьев и их количество, которые обозначаются буквами P и Z. Данные показатели влияют на качество и скорость реза металлических деталей и заготовок. Длина рассматриваемых устройств бывает также 150, 350 и 400 мм.
Из чего изготавливаются
Современное полотно для ножовки по металлу изготавливается из следующих видов сталей:
- Углеродистая — отличаются низкими показателями прочности, поэтому использовать их можно для резки цветного и мягкого металла. Гарнитура такого класса имеет маркировку HCS, а степень прочности не превышает значений 44-46 HRC. Цена таких полотен известных производителей достигает 140 рублей
- Быстрорежущая — обладают высокими показателями устойчивости к истиранию и износу зубьев, однако их недостатком является хрупкость. Быстрорежущие пилы маркируются обозначением HSS и имеют степень твердости до 73-78 HRC. Есть полотна из быстрорежущей стали с алмазным напылением, которые имеют степень твердости до 82-84 HRC. Стоимость таких устройств достигает 160-180 рублей за штуку
![Быстрорежущее полотно]()
- Биметаллические — получили такое название по причине использования двух видов стали. Их выпуск произвел фурор на рынке, быстро вытеснив своих аналогов. В основу биметаллических полотен входят такие материалы, как углеродистая сталь, на которую наваривается полоска из быстрорежущей стали. Обозначаются такие виды устройств буквами BIM, а стоимость их составляет 250-300 рублей. По прочности они такие, как и быстрорежущие, только за счет применения углеродистой стали в качестве основного материала, они обладают высокой прочностью и устойчивостью к деформациям
![Биметаллические полотна]()
- Легированные инструментальные стали — это модернизированные модели углеродистых аналогов, которые изготавливают путем легирования углерода хромом, вольфрамом, ванадием, кремнием и т.п. Легирование позволяет достичь высоких прочностных показателей, а степень твердости чуть ниже, чем у быстрорежущей стали, и составляет 67-67 HRC. Цена таких устройств не превышает 200-250 рублей



Твердость ручной пильной гарнитуры характеризует чувствительность оснастки к напряжению изгиба, поэтому в зависимости от применяемых режущих устройств, необходимо учитывать усилие, прикладываемое к ножовке при работе. Обычно величина усилия не должна превышать показателя в 60 кг, что свойственно оснастке, имеющей величину шага зубьев, равную менее 1,4 мм. Если величина шага зубьев более 1,4 мм, то нагрузка не должна быть более 10 кг.
Как правильно выбрать полотно для ножовки по металлу
Пильное оборудование в виде расходных материалов для ручных ножовок нужно выбирать, опираясь на такие показатели:
- Тип инструмента. Ножовки по металлу бывают разными, поэтому перед тем, как купить ножовочное полотно, нужно измерить расстояние между фиксаторами корпуса инструмента. Если инструмент имеет опцию регулировки каркаса, тогда покупать можно любой длины гарнитуру
- Прочность обрабатываемого материала — если планируется пиление мягких видов стали, как алюминий, медь, латунь и прочие, то нет необходимости покупать дорогие полотна, ведь с такими заготовками справятся углеродные устройства низкой твердости. В качестве основного материала, из которого изготавливается оснастка, является сталь типа Х6ВФ для отечественных и HCS для зарубежных. Если нужно разрезать более прочные материалы, как сталь, чугун и т.п., тогда применяется оснастка из быстрорежущих сталей
- Толщина металла, который подлежит обработке, а также качество разрезаемого шва. Здесь внимание нужно обратить на TPI — количество зубьев на один дюйм. Здесь все просто — если необходимо получить качественный шов при распиливании тонких заготовок, то выбирать нужно оснастку, которая имеет величину TPI равную более 24. При этом продолжительность пиления материала увеличивается в несколько раз. Если качество реза не главное, а важней скорость достижения результата, тогда выбирать можно полотна с TPI менее 24 зубьев на дюйм. Чем больше зубьев на полотне, тем выше показатель TPI
- Разводка зубьев — рассматриваемые устройства имеют соответствующее отклонение, которое влияет на скорость получения результата, а также толщину пропила. ГОСТ Р 53411-2009 регламентирует, что полотна выпускаются трех видов разводки: с отклонением по каждому зубу, через один зуб и по двум смежным через неразведенные звенья. Визуально выявить величину разводки звеньев практически невозможно. Для варианта разводки звеньев «по двум смежным через один» величина отклонения не превышает 0,15-0,25 мм. Для остальных случаев величина расхождения составляет от 0,6 до 0,9 мм. Измерить величину разводки можно при помощи электронного штангенциркуля, только при этом выявляемая величина будет в 2 раза больше, чем указано выше

Это основные параметры, которые нужно учитывать, чтобы выбрать грамотно механическое полотно под свой инструмент. Так как цена на устройство относительно невысокая, то можно купить набор устройств из разных материалов, и испытать их в действии. Поможет сделать правильный вывод при выборе полотен для ручной ножовки видео ниже.
Срок службы рассматриваемых устройств зависит от такого параметра, как тип покрытия. Наличие покрытие позволяет увеличить долговечность. Производители покрывают расходники для ручных пил химическими оскидными примесями, а также нитроэмалевым составом типа НЦ-25 и НЦ-132. Нитроэмалевое покрытие менее качественное, так как при увеличении нагрузки, возникают трещины.

Применение ножовки по металлу с высококачественным полотном актуально сегодня в следующих случаях:
- Когда предстоит распилить водопроводную трубу, которая находится под давлением, например, для врезки тройника. Пользоваться электроинструментом в таком случае опасно, поэтому в ход берется ручная пилка
- При резке пластиковых заготовок. Применение болгарки и прочих электроинструментов приведет к оплавлению материала, поэтому актуально использовать ручную ножовку
- Когда отсутствует электричество или работы выполняются вдали от электричества
Из этого перечня видно, что важно всегда иметь в арсенале не просто ножовку, но и сменные полотна для нее, что позволит воспользоваться соответствующей гарнитурой в зависимости от поставленной задачи.
Как ставить полотно по металлу
Как выбрать хорошие полотна для ручной пилы, подробно выяснили, поэтому остается разобраться, как же поставить гарнитуру в корпус инструмента. Зажимы или фиксаторы на ножовках бывают двух типов:
- Резьбовое
- Рычажное
При резьбовом механизме необходимо оснастку отверстиями «посадить» на выступы фиксаторов, а затем зафиксировать гайкой в виде барашка.

Как установить гарнитуру для механической пилы, имеющей рычажное исполнение? В этом случае все гораздо проще. Для начала, нужно поместить гарнитуру в выступах фиксатора, а затем перевести рычаг в сторону закрытия, тем самым фиксируя элемент в конструкции инструмента.
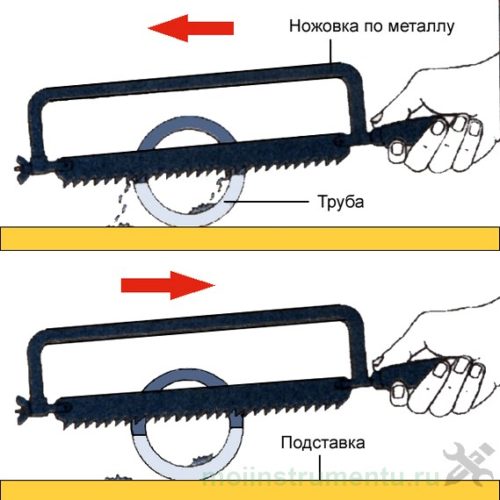
При установке важно учитывать один главный нюанс — это направление вершин зубьев. Они должны «смотреть» в противоположную сторону от рукоятки. Если установить их наоборот, то процесс пиления будет выполняться неправильно, и зубья быстро сотрутся на полотне. Причем работать ножовкой по металлу также необходимо правильно, чтобы достичь результата. Пиление выполняется при направлении инструмента от себя, прижимая корпус к заготовке. При возвратном движении прижимать инструмент не нужно, так как возвращается ножовка в исходное положение на холостом ходу.
Итак, зная, как установить полотно по металлу в ножовку, а также ею работать, остается разобраться с полезными советами от специалистов.
Рекомендации и советы по эксплуатации ножовок с полотнами по металлу
Специалисты рекомендуют пользоваться инструментом правильно, чтобы не только достичь положительных результатов, но еще и исключить получение травм. Рекомендации следующие:
- Осмотреть полотно перед проведением работ. На нем не должно быть трещин и следов коррозии
- Удостовериться в том, что пила достаточно эластичная. При незначительном изгибе устройства, оно должно возвращаться в исходное положение. Если после изгиба появляются искажения, то инструмент применять не рекомендуется
- Скорость пиления зависит от количества зубьев. Чем их больше, тем они меньше, поэтому процесс пиления происходит медленно, но качественно. Чем зубьев меньше, тем больше их величина, а значит, и процесс пиления происходит быстрее
- Для материалов нужно выбирать соответствующие полотна, что позволит повысить производительность, а также срок службы
- Маркировка каждого полотна указана на их поверхности
- К выбору оснастки нужно подходить правильно, и не со стороны стоимости. Дешевые черные пилки не смогут сравниться с дорогими аналогами
Проанализировав полотна под ножовки по металлу, можно без особого труда выбрать соответствующий вариант для проведения работ по распиливанию металлических заготовок. Если инструмент не применяется, то хранить его также необходимо правильно. Если полотно сломалось, но при этом зубья не стерлись, то не торопитесь его утилизировать, так как из него можно легко сделать нож своими руками.
Читайте также: