
Для попутного фрезерования характерна нулевая толщина среза при выходе зуба из контакта с заготовкой
Опубликовано: 23.04.2024

2014-02-09

5266




![]()
![]()
Сущность процесса фрезерования.Фрезерование — процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с заготовки снимают на определенную глубину фрезой, работающей либо торцовой стороной, либо периферией. Главным движением при фрезеровании является вращение фрезы v (рис. 33). Скорость главного движения определяет скорость вращения фрезы. Движением подачи s при фрезеровании является поступательное перемещение обрабатываемой заготовки в продольном,
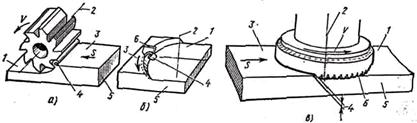
Рис. 33. Схемы фрезерования:
а — цилиндрическое, б и в—торцовое фрезерование; 1—обработанная поверхность, 2-ось вращения фрезы, 3 — обрабатываемая поверхность, 4— стружка, 5 — заготовка, 6 — нож фрезы.
поперечном или вертикальном направлениях. Процесс фрезерования является прерывистым процессом. Каждый зуб фрезы снимает дружку переменной толщины. Операции фрезерования могут быть подразделены на два типа: а) цилиндрическое фрезерование (рис. 33, а); б) торцовое фрезерование (оис. 33, б и в).
При цилиндрическом фрезеровании резание осуществляется зубьями, расположенными на периферии фрезы, и обработанная поверхность 1 является плоскостью, параллельной оси вращения фрезы 2.
На рис. 33, а показана фреза с прямым зубом. Наряду с прямозубыми применяются фрезы с винтовыми зубьями (рис.34).
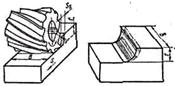
Рис. 34. Фрезерование цилиндрической винтовой фрезой: В — ширина фрезерования, t — глубина фрезерования, s— наибольшая толщина среза
При торцовом фрезеровании (см. рис. 33) резание осуществляется периферийными и торцовыми режущими кромками зубьев. Толщина среза увеличивается к центру среза и уменьшается в месте выхода фрезы из контакта с заготовкой. Начальная и конечная толщина среза зависит от отношения ширины заготовки к диаметру фрезы. Изменение толщины среза зависит также от симметричности расположения фрезы относительно заготовки. Большинство других процессов фрезерования являются комбинацией цилиндрического и торцового методов фрезерования.
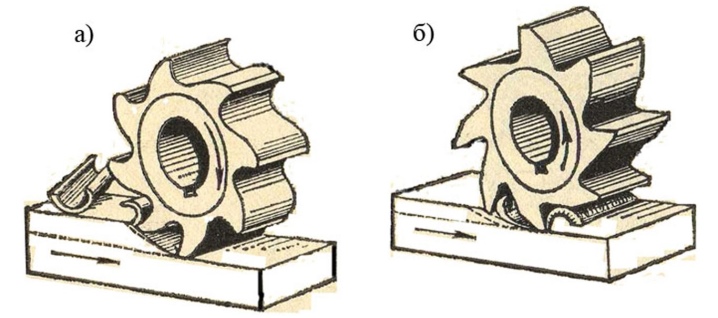
Фрезерование против подачи и по подаче. При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование — против подачи и попутное—фрезерование по подаче. Когда окружная скорость фрезы противоположна на правлению подачи (рис. 35,а), процесс
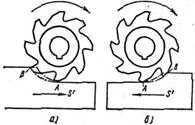
Рис. 35. Фрезерование против подачи (о) и по подаче (б)
фрезерования называется встречным. Толщина среза изменяется от нуля (в точке А) до максимальной величины при выходе зуба из контакта с заготовкой (в точке В). Когда направление окружной скорости фрезы и скорости подачи совпадают (рис. 35,6), процесс фрезерования называется «попутным» фрезерованием. При этом способе фрезерования толщина среза изменяется от максимального значения в точке В в начале входа зуба в контакт с заготовкой до нуля в точке А (при выходе зуба из контакта с заготовкой) .
Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе до максимума при выходе зуба из заготовки. Зуб фрезы работает из-под корки, выламывая корку снизу, фреза «отрывает» заготовку от стола, приподнимая вместе с ней и стол станка, увеличивая зазоры между направляющими стола и станины, что при значительных нагрузках приводит к дрожанию и увеличению шероховатости обработанной поверхности.

При попутном фрезеровании заготовка прижимается к столу, выбирая имеющиеся зазоры в направляющих стола и станины. Зуб фрезы начинает работать с наибольшей толщиной и сразу подвергается максимальной нагрузке.
Равномерность фрезерования. В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерности фрезерования. На рис. 36
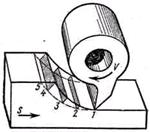
Рис. 36. Схема работы однозубой (условной) фрезой
показана упрощенная схема работы прямозубой фрезы. На фрезе условно показан один зуб. Зуб врезается в заготовку сразу по всей ширине фрезерования. Фреза испытывает толчок. При дальнейшем повороте фрезы толщина стружки будет постепенно увеличиваться (положения 2, 3, 4), будет увеличиваться и сила резания. На участке 4—5 зуб фрезы одновременно выходит из обрабатываемого металла, и сила резания быстро уменьшается до нуля.
Как видно, нагрузка на зуб фрезы в процессе резания резко изменяется. Чем большее число зубьев будет участвовать в работе одновременно, тем более равномерным будет фрезерование. На рис. 37 показана схема работы цилиндрической фрезы с винтовыми зубьями. Зуб такой фрезы врезается в
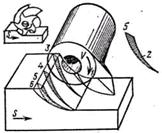
Рис. 37. Схема работы фрезы с винтовым зубом
обрабатываемую деталь не сразу по всей длине, а постепенно. На участке 1—3 площадь сечения срезаемого слоя (заштрихована) увеличивается, а значит, увеличивается и сила резания. На участке 3—4 площадь сечения срезаемого слоя и силы резания оказываются постоянными. При дальнейшем движении зуба (участок 4—6) площадь сечения срезаемого слоя и сила резания постепенно уменьшаются. Таким образом, изменение силы резания при работе винтового зуба происходит более плавно, а на некоторых участках сила резания постоянна.
Для обеспечения равномерности фрезерования в работе одновременно должно участвовать не меньше двух зубьев фрезы. Каждый следующий зуб должен вступать в работу в тот момент, когда предыдущий начинает выходить из металла. Для выполнения этого условия нужно, чтобы в тот момент, когда один из двух зубьев попал в положение 6, второй зуб был в положении 1. Это возможно, если расстояние между двумя соседними зубьями фрезы, измеренное вдоль её оси (осевой шаг), должно быть равной ширине фрезерования В (см. рис. 34). Если в работе одновременно участвует более двух зубьев, то осевой шаг должен укладываться по ширине фрезерования целое число раз. Необходимым условием равномерного фрезерования является равенство или кратность (в целых числах) ширины фрезерования В осевому шагу фрезы.
При торцовом фрезеровании всегда имеет место неравномерность фрезерования. Чем больше число одновременно работающих зубьев торцовой фрезы и чем больше отношение ширины фрезерования к диаметру фрезы, тем больше будет равномерность фрезерования.
- Что такое встречное фрезерование?
- Достоинства и недостатки попутного метода
- Применение
Встречным и попутным фрезерованием называются работы, которые можно вести при помощи дисковых или цилиндрических фрез, способ зависит от того, в каком направлении происходит подача материала.
Различие способов заключается не только в этом, но и в толщине среза. В зависимости от того, какой способ фрезеровки выбран, она может быть нулевой на начале резания или, наоборот, иметь в этом месте максимально допустимое значение.


Что такое встречное фрезерование?
Встречное фрезерование – это способ фрезеровки, при котором режущий инструмент движется по направлению, встречному по отношению к заготовке. Такое определение наиболее точно отражает суть этого способа, особенностью которого является высокая производительность. Однако есть и минус – быстро изнашивается режущая фреза.

Основными преимуществами встречного фрезерования являются:
выполняемые операции высокоточные;
фрезерная установка не перегружена и не подвергается чрезмерной нагрузке;
даже если заготовка из жесткого материала, ее обработка производится мягко.
Изнашивается фреза из-за попадания на нее большого количества стружки во время обработки. К сожалению, способа для предотвращения износа пока не придумано. Происходит это из-за того, что режущая кромка слишком сильно вжата в обрабатываемую деталь, трение и температура очень высокие, а также из-за направления, в котором движется фреза.

Когда производится фрезеровка встречным способом, надо соблюдать следующее условие – заготовку нужно прочно и надежно зафиксировать на станке, чтобы она не гуляла. Это необходимо потому, что силы резания отрывают фрезу и обрабатываемую деталь друг от друга из-за действия радиальных сил. Соответственно, после жесткой фиксации детали возможности станка ограничиваются, вследствие чего происходит снижение эффективности работы.
Есть и еще один нюанс. Попадание стружки на заготовку влечет повреждение ее поверхности. Поэтому с высокой вероятностью потребуется дополнительно произвести чистовую обработку изделия. Стружка имеет минимальную толщину (нулевую) в начале процесса резания, а максимальную – на выходе из него, то есть толщина среза изменяется. Из-за того что стружка получается довольно толстой, и деталь во время выхода из резания сильно нагревается, напряжение может быть излишне высоким. На состоянии обрабатывающего инструмента это скажется губительно, каждая из режущих кромок может выйти из строя. Помимо этого, стружка часто налипает или наваривается на зубчики фрезы, оставаясь там до следующей операции. Как только режущая кромка начнет процесс резания с налипшей стружкой, она обязательно будет повреждена.

Способ встречной фрезеровки хорош, если обрабатываются детали из жаропрочных сплавов, причем при помощи керамических пластин. И еще – если имеются перепады в припусках на обработку, удобнее фрезеровать указанным способом.
Достоинства и недостатки попутного метода
Способ попутного фрезерования (иначе он называется фрезерованием по подаче) означает, что заготовка подается в том же направлении, что и скорость фрезеровки. Схема точно такая же, как у встречного фрезерования, различие только в направлении. При использовании способа встречной фрезеровки вся пыль, образующаяся в процессе резки, летит на поверхность режущей кромки, а при использовании способа фрезеровки по подаче она остается позади фрезы и не наносит ей вреда. В этом состоит основное отличие этих двух способов.

Если особенности оборудования позволяют использовать способ фрезерования по подаче, то он, безусловно, предпочтительнее для обработки. При использовании попутного фрезерования происходит уменьшение толщины стружки по пути из входа в резание до выхода из него. Таким образом, зубья режущей кромки не затираются, а заготовка по поверхности не выглаживается в момент начала резания. Соотношение диаметра фрезы и ширины фрезеровки для каждого типа станка выверяется отдельно, общих правил нет. Есть плюсы в том, что стружка имеет большую толщину. По воздействием силы в процессе резьбы фреза плотно прижата к обрабатываемой детали, именно поэтому обеспечивается постоянное контактирование зубчиков на режущей кромке с деталью.
Чтобы стружка не стала излишне толстой, а режущая кромка не получила повреждений, механизм подачи в рабочем столе должен быть оборудован беззазорным приводом. Для этого нужно обзавестись специальным устройством, уничтожающим зазор, который возникает между гайкой и ходовым винтом в результате воздействия сил резания. Если такой привод обеспечить нельзя, лучше использовать встречную фрезеровку.

Никакой особенной фиксации для фрезерования по подаче не требуется, деталь и так прижмется к поверхности рабочего стола.
Преимущества для этого способа характерны следующие:
у изделия отсутствуют лишние шероховатости и неровности;
режущая кромка подвергается значительно меньшему давлению;
стружка снимается плавно, а значит, срок службы фрез возрастает;
плавность снятия стружки делает изделие более гладким, то есть, оно не нуждается в дополнительной обработке.

Есть у этого способа и изъяны. Операции, которые производятся во время фрезерования по подаче, менее точны. Если на рабочем столе имеются зазоры, процесс фрезеровки будет сопровождаться высокой вибрацией, что, разумеется, ухудшит итоговое качество изделия. Увеличится и нагрузка на зубчики режущего инструмента. И, поскольку нагрузка на зубчики фрезы во время обработки ударная, то необходима жесткая фиксация оборудования на станок. А также и станок не может быть нежестким, он обязательно должен быть устойчивым, хорошо зафиксированным, не иметь провисающих или ненадежных поверхностей.

Применение
Для попутной фрезеровки необходимо оборудование с жесткой поверхностью и фиксацией. Только так можно закрепить обрабатываемую заготовку прочно и надежно, чтобы получить качественный результат. Если же нужно обработать штамповку, поковку, литую деталь или же изделие, у которого имеется дополнительная необработанная поверхность, то такой способ будет отличаться малой эффективностью. Кроме того, наличие твердых включений в детали могут вызвать значительный износ инструмента или (при самом плохом исходе) спровоцировать его поломку.
Встречное фрезерование дает обрабатываемой детали дополнительную плотность, это считается одним из достоинств способа. Тем не менее очень высокая степень износа режущей кромки, а также низкая производительность делают его эффективным далеко не в каждом случае, и уплотнение детали может пойти совсем не на пользу процессу фрезеровки.

Метод встречной фрезеровки более востребован, когда требуется провести черновую обработку, а попутной – когда нужна чистовая обработка. Для черновой обработки не подойдет попутный метод из-за того, что, когда зубья режущей кромки заходят в срезаемый слой, нагрузка на них очень высока.
Фрезеровкой любого типа нужно заниматься на фрезерном либо токарно-фрезерном станке – на нем будут совмещены опции для токарных работ и фрезеровочных. При необходимости возможно приобретение токарного станка отдельно в качестве дополнительного оборудования.

В зависимости от того, какого качества деталь нужна, и следует выбирать способ ее фрезеровки. Нет плохого и нет хорошего способа фрезерования, каждый обладает и достоинствами, и недостатками.
Главная страница » Попутное и встречное фрезерование


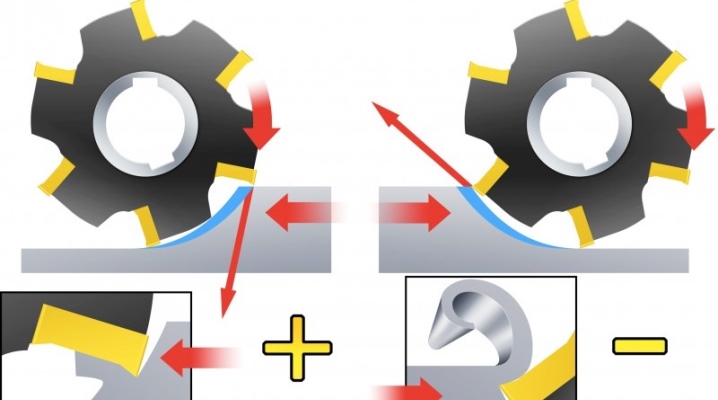
Попутное фрезерование
1. Толщина стружки на входе в резание максимальная, на выходе равна нулю. Отсутствует трение режущей кромки в момент врезания. Но наблюдается удар при врезании.
2. Силы резания прижимают заготовку к столу станка, стол к направляющим, а пластины в гнезда фрезы.
3. Нет возможности налипания стружки на пластине, и попадания ее между заготовкой и пластиной в момент последующего врезания. Стружка остается позади фрезы и не портит поверхность, удаляется из зоны резания.
4. Трения меньше, температура меньше, износ пластин по задней поверхности меньше это позволяет использовать большие скорости резания, чем при встречном фрезеровании.
5. Требуется станок достаточной мощности и жесткости, чтобы выдерживать удары в момент врезания. Жесткость приспособления также должна быть достаточной, чтобы выдерживать удары при врезании и не позволять сдвинуть заготовку в ту или иную сторону.
6. Требуется отсутствие зазоров между винтом и гайкой стола, так как в момент врезания при ударе может произойти сдвиг стола на величину зазора, что приведет к поломке фрезы. Этот фактор имеет место в основном на универсальных станках. Современные станки с ЧПУ обладают большой точностью и отсутствием каких-либо люфтов.
7. Стойкость фрезы выше, чем при встречном фрезеровании, при равных прочих условиях, кроме случаев, когда фрезерование осуществляется по твердой корке.
8. Обеспечивается высокая точность обработки.
9. Зуб фрезы нагружается скачкообразно, ввиду удара при врезании, что снижает ресурс инструмента.
11. Также хорошо подходит при обработке тонких деталей при отрезном и прорезном фрезеровании.
12. При попутном фрезеровании боковых стенок происходит отжим инструмента, что приводит к погрешностям обработки, это видно на рисунке ниже. Но если съемы не большие, то этот отжим не так значителен. Поэтому часто необходимы чистовые проходы. При встречном фрезеровании режущую кромку уводит в глубь материала и отжима не происходит.

Встречное фрезерование
1. Толщина стружки на входе в резание равна нулю, на выходе максимальная. Режущая кромка в момент врезания некоторое расстояние скользит по поверхности пока не наберется толщина достаточная для врезания режущей кромки. Так на входе происходит трение кромки и выглаживание поверхности, возможно даже упрочнение поверхностного слоя, а также повышенные температуры и отжим фрезы под действием сил трения.
2. Большой износ задней поверхности зуба в результате трения в момент врезания.
3. Более низкие режимы резания ввиду быстрого износа по задней поверхности.
4. Требуется обильное охлаждение.
5. Радиальные силы резания стремятся оторвать заготовку от стола или приспособления. Требуется более надежное крепление заготовки.
6. Стружка большой толщины, образованной на выходе режущей кромки пластины, может налипать и оказаться между пластиной и заготовкой при следующем врезании, что может привести к поломке пластины. Также такое налипание плохо сказывается на стойкости пластины.
7. Резкая разгрузка фрезы на выходе негативно сказывается на устойчивости фрезы.
8. Зуб фрезы нагружается более плавно, что способствует повышению ресурса инструмента.
9. Первый выбор при черновой обработке, обработке по корке, упрочненном поверхностном слое.
10. Не происходит отжима инструмента, так как кромку затягивает при врезании в глубь материала.
11. При встречном фрезеровании требуется больше энергии, чем при попутном.
Несмотря на то, что встречное фрезерование характеризуется больше негативно этот метод в ряде случаев является более выигрышным нежели попутное фрезерование.
Когда используем встречное фрезерование
1. Когда припуск распределен не равномерно.
2. При фрезеровании корки отливки или поковки, при использовании здесь попутного резания будет наблюдаться быстрое притупление кромки и даже поломка пластины.
3. Когда используем керамические пластины при обработке жаропрочных сплавов, так как они плохо переносят удары, которые возникают на входе при попутном фрезеровании.
4. Если производите отрезку куска металла фрезерованием, то часто встречное фрезерование позволяет откинуть кусок в сторону, когда как попутное наоборот может этот кусок переместить под фрезу, что уже не безопасно либо он отлетит в человека, либо сломает фрезу. Поэтому необходимо, чтобы кусок был закреплен отдельным прижимом в любом из случаев.
5. При фрезеровании методом копирования сферическими фрезами встречное фрезерование является предпочтительным, хотя здесь наблюдается чередование и встречного и попутного фрезерования. Здесь максимальная толщина стружки снимается на благоприятных скоростях резания.
6. Если большой вылет инструмента вызывает вибрацию необходимо использовать встречное фрезерование на чистовых проходах.
7. Если мощность шпинделя станка не достаточна и при фрезеровании уступа появляется вибрация попробуйте использовать встречное фрезерование.
8. Если наблюдается пакетирование стружки при фрезеровании глубокого паза попробуйте встречное фрезерование.

При фрезеровании паза на всю ширину наблюдается чередование двух вариантов на одной стороне попутное, на второй встречное фрезерование. Это негативно сказывается на стойкости инструмента и не делает возможным работать с большой глубиной резания и подачей. Часто для такой обработки используют трохоидальный метод обработки.

Понимая механизм каждого метода, Вы сделаете правильный выбор способа фрезерования для любой Вашей ситуации и тем самым продлите срок службы инструмента, повысите качество, точность, а также и производительность обработки.
2014-02-09
5267
![]()
![]()
Сущность процесса фрезерования.Фрезерование — процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с заготовки снимают на определенную глубину фрезой, работающей либо торцовой стороной, либо периферией. Главным движением при фрезеровании является вращение фрезы v (рис. 33). Скорость главного движения определяет скорость вращения фрезы. Движением подачи s при фрезеровании является поступательное перемещение обрабатываемой заготовки в продольном,
Рис. 33. Схемы фрезерования:
а — цилиндрическое, б и в—торцовое фрезерование; 1—обработанная поверхность, 2-ось вращения фрезы, 3 — обрабатываемая поверхность, 4— стружка, 5 — заготовка, 6 — нож фрезы.
поперечном или вертикальном направлениях. Процесс фрезерования является прерывистым процессом. Каждый зуб фрезы снимает дружку переменной толщины. Операции фрезерования могут быть подразделены на два типа: а) цилиндрическое фрезерование (рис. 33, а); б) торцовое фрезерование (оис. 33, б и в).
При цилиндрическом фрезеровании резание осуществляется зубьями, расположенными на периферии фрезы, и обработанная поверхность 1 является плоскостью, параллельной оси вращения фрезы 2.
На рис. 33, а показана фреза с прямым зубом. Наряду с прямозубыми применяются фрезы с винтовыми зубьями (рис.34).
Рис. 34. Фрезерование цилиндрической винтовой фрезой: В — ширина фрезерования, t — глубина фрезерования, s— наибольшая толщина среза
При торцовом фрезеровании (см. рис. 33) резание осуществляется периферийными и торцовыми режущими кромками зубьев. Толщина среза увеличивается к центру среза и уменьшается в месте выхода фрезы из контакта с заготовкой. Начальная и конечная толщина среза зависит от отношения ширины заготовки к диаметру фрезы. Изменение толщины среза зависит также от симметричности расположения фрезы относительно заготовки. Большинство других процессов фрезерования являются комбинацией цилиндрического и торцового методов фрезерования.
Фрезерование против подачи и по подаче. При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование — против подачи и попутное—фрезерование по подаче. Когда окружная скорость фрезы противоположна на правлению подачи (рис. 35,а), процесс
Рис. 35. Фрезерование против подачи (о) и по подаче (б)
фрезерования называется встречным. Толщина среза изменяется от нуля (в точке А) до максимальной величины при выходе зуба из контакта с заготовкой (в точке В). Когда направление окружной скорости фрезы и скорости подачи совпадают (рис. 35,6), процесс фрезерования называется «попутным» фрезерованием. При этом способе фрезерования толщина среза изменяется от максимального значения в точке В в начале входа зуба в контакт с заготовкой до нуля в точке А (при выходе зуба из контакта с заготовкой) .
Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе до максимума при выходе зуба из заготовки. Зуб фрезы работает из-под корки, выламывая корку снизу, фреза «отрывает» заготовку от стола, приподнимая вместе с ней и стол станка, увеличивая зазоры между направляющими стола и станины, что при значительных нагрузках приводит к дрожанию и увеличению шероховатости обработанной поверхности.
При попутном фрезеровании заготовка прижимается к столу, выбирая имеющиеся зазоры в направляющих стола и станины. Зуб фрезы начинает работать с наибольшей толщиной и сразу подвергается максимальной нагрузке.
Равномерность фрезерования. В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерности фрезерования. На рис. 36
Рис. 36. Схема работы однозубой (условной) фрезой
показана упрощенная схема работы прямозубой фрезы. На фрезе условно показан один зуб. Зуб врезается в заготовку сразу по всей ширине фрезерования. Фреза испытывает толчок. При дальнейшем повороте фрезы толщина стружки будет постепенно увеличиваться (положения 2, 3, 4), будет увеличиваться и сила резания. На участке 4—5 зуб фрезы одновременно выходит из обрабатываемого металла, и сила резания быстро уменьшается до нуля.
Как видно, нагрузка на зуб фрезы в процессе резания резко изменяется. Чем большее число зубьев будет участвовать в работе одновременно, тем более равномерным будет фрезерование. На рис. 37 показана схема работы цилиндрической фрезы с винтовыми зубьями. Зуб такой фрезы врезается в
Рис. 37. Схема работы фрезы с винтовым зубом
обрабатываемую деталь не сразу по всей длине, а постепенно. На участке 1—3 площадь сечения срезаемого слоя (заштрихована) увеличивается, а значит, увеличивается и сила резания. На участке 3—4 площадь сечения срезаемого слоя и силы резания оказываются постоянными. При дальнейшем движении зуба (участок 4—6) площадь сечения срезаемого слоя и сила резания постепенно уменьшаются. Таким образом, изменение силы резания при работе винтового зуба происходит более плавно, а на некоторых участках сила резания постоянна.
Для обеспечения равномерности фрезерования в работе одновременно должно участвовать не меньше двух зубьев фрезы. Каждый следующий зуб должен вступать в работу в тот момент, когда предыдущий начинает выходить из металла. Для выполнения этого условия нужно, чтобы в тот момент, когда один из двух зубьев попал в положение 6, второй зуб был в положении 1. Это возможно, если расстояние между двумя соседними зубьями фрезы, измеренное вдоль её оси (осевой шаг), должно быть равной ширине фрезерования В (см. рис. 34). Если в работе одновременно участвует более двух зубьев, то осевой шаг должен укладываться по ширине фрезерования целое число раз. Необходимым условием равномерного фрезерования является равенство или кратность (в целых числах) ширины фрезерования В осевому шагу фрезы.
При торцовом фрезеровании всегда имеет место неравномерность фрезерования. Чем больше число одновременно работающих зубьев торцовой фрезы и чем больше отношение ширины фрезерования к диаметру фрезы, тем больше будет равномерность фрезерования.
Фрезерные работы по металлу являются одним из самых сложных видов металлообработки. В отличие от токарных работ, в процессе которых инструмент перемещается всего лишь по двум осям, фрезерная обработка является многокоординатной: перемещения инструмента происходят по трем, четырем и даже 5 осям. Если точением обрабатываются, как правило, тела вращения, то фрезерование позволяет обрабатывать практически любые поверхности. Принцип фрезеровки начали использовать еще в XVI веке в Европе благодаря Леонардо да Винчи. Именно он изобразил цилиндрический напильник, который вращался вокруг своей оси – данная схема и легла в основу фрезы. Создание станка с вращающимися напильниками осуществили в Китае в 1665 году. Технология фрезерных работ в то время существенно отличалась от современной. Но уже в XIX веке появились качественные прототипы современных фрезерных станков и в ХХ веке технология фрезерных работ приобрела современный вид. Конечно же, эта технология постоянно развивается, однако в основе её лежит все тот же принцип гениального Леонардо.
Появление фрезерных обрабатывающих центров с ЧПУ и современных CAM– программ существенно упростило работу технолога по созданию техпроцессов фрезерных работ. Отпала необходимость «ручного» расчета режимов по формулам и использования большого количества разнообразных таблиц.
Но для правильного выбора предлагаемых программой параметров и создания эффективной управляющей программы для станка с ЧПУ, технологу по-прежнему необходимо иметь глубокое понимание процессов, происходящих при фрезерной обработке. Он должен ясно представлять как изменение параметров резания или схемы обработки отразится на скорости фрезерования и качестве изготавливаемой детали.
Основные понятия.
Фрезерование (фрезеровка) - это способ обработки плоскостей, пазов, фасонных поверхностей, шлицев, а также любых других поверхностей, отличных от тел вращения, позволяющий получить чистоту поверхности 4—6-го и 3—4-го классов точности.
Процесс резания при фрезеровке характеризуется следующими особенностями:
1. Фрезеровка является способом многолезвийной обработки: при этом в процессе резания находится несколько зубьев одновременно. Чем больше число зубьев, тем меньше интенсивность переменных нагрузок, выше плавность резания.
2. Периодически повторяющимся процессом резания режущими кромками по циклу - нагрузка с последующей паузой.
3. Периодически повторяющимся процессом врезании зуба в металл, что приводит к ударной нагрузке на режущую кромку, а также при наличии радиуса скругления к определенному периоду скольжения зуба без процесса резания. В схемах фрезеровки, где удельный вес такого явления велик, это ведет к ухудшению условий работы инструмента и вызывает его повышенный износ.
4. Переменностью нагрузки на режущую кромку за одни цикл резания, обусловленной переменной величиной площади срезаемого слоя: у прямозубых фрез переменной является только толщина среза, а у фрез с винтовым зубом – переменными являются и толщина среза и длина контакта режущей кромки с заготовкой.
Схемы фрезеровки.
При работе цилиндрическими, коническими, дисковыми и фасонными фрезами различают следующие схемы фрезерной обработки:
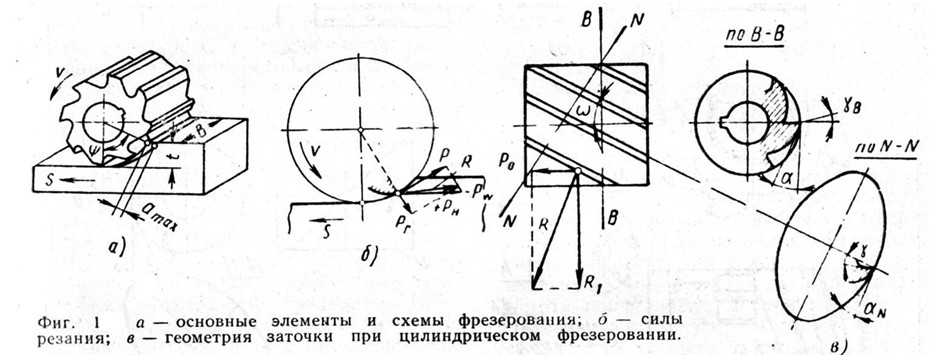
1. Фрезеровка против подачи - встречная фрезеровка (фиг. 1, а), когда движение работающих зубьев фрезы при ее вращении направлено против направления подачи. При фрезеровке по этой схеме зуб работает из-под корки, что облегчает процесс обработки заготовок с упрочненным поверхностным слоем. Вместе с тем резание сопровождается повышенными вибрациями, так как сила резания стремится оторвать заготовку от стола, создавая переменную нагрузку определенной частоты (фиг. 1, б).
2. Фрезеровка по направлению подачи – попутное фрезерование, когда направление движения работающих зубьев совпадает с направлением подачи. При работе по этой схеме зуб сразу подвергается максимальной нагрузке. Однако при обработке заготовки, не имеющей на поверхности твердого поверхностного слоя, эта схема дает повышение стойкости инструмента, чистоты и точности обработки.
При работе торцовыми и концевыми фрезами необходимо различать симметричную (фиг. 2, а и 6) и несимметричную (фиг. 2, в и г) фрезеровку.
Симметричную фрезеровку разделяют на симметричную полную (фиг. 2, а), когда t = D, и симметричную неполную, когда t Основные элементы срезаемого слоя при фрезеровании (фиг. 1, 2).
Угол контакта фрезы ψ в град - центральный угол, равный дуге соприкосновения с деталью.
Глубина резания t в мм - величина срезаемого слоя материала, соответствующая длине дуги резания ψ и измеренная в направлении перпендикулярном к обрабатываемой поверхности.
Ширина фрезерования В в мм - ширина обрабатываемой поверхности, измеренная в направлении, параллельном оси фрезы. Для цилиндрических фрез эта величина равна величине зоны контакта фрезы с деталью в направлении, параллельном оси фрезы, а для дисковых - равна ширине фрезеруемого паза.
Ширина среза в мм – длина соприкосновения режущей кромки зуба с обрабатываемой деталью. Для цилиндрической прямозубой фрезы b = В, для цилиндрической с винтовым зубом b ≠ В и является переменной величиной.
Толщина среза a в мм - расстояние, измеренное в радиальном направлении, перпендикулярном к поверхности резания, образованное двумя последовательными положениями режущих кромок фрезы. Это величина переменная, максимальное значение которой расположено на угле контакта ψ.
Режимы фрезерования.
Глубина резания t в мм при фрезеровке зависит от припуска на детали, а также от жесткости и мощности станка.
Подача при фрезеровании определяется тремя параметрами:
sz мм/зуб - подачей на один зуб, определяющей величину нагрузки каждого зуба фрезы
в процессе резания;
s0 = sz• z мм/об - подачей на один оборот фрезы;
sm= s0 • n = sz • z • n мм/мин – минутной подачей, определяющей основное технологическое время.
При чистовом фрезеровании, исходя из заданного диаметра фрезы D в мм и глубине резания t в мм, допустимая величина подачи определяется заданной чистотой поверхности:
Значения коэффициентов и показателей степени выбираются из таблиц в зависимости от типа инструмента и свойств материала.
При грубом фрезеровании подача зависит от жесткости и мощности станка и прочности режущей кромки.
Скорость резания при фрезеровании определяют по формуле:
где T – стойкость фрезы, которая является табличным значением.
Значения коэффициентов также являются табличными значениями и зависят от схемы обработки, типа инструмента и обрабатываемого материала.
Сила резания при фрезеровании R раскладывается на две составляющие (фиг. 1, б):
окружную Р в направлении, касательном к траектории движения режущей кромки, и радиальную Р г, направленную по радиусу. Помимо этого ее можно разложить на горизонтальную Рн и вертикальную составляющие Pw, у фрез с винтовыми зубьями имеется еще осевая составляющая Р0; фреза на оправке устанавливается таким образом, чтобы эта сила действовала на шпиндель.
Окружная составляющая наиболее значительна. Ее величину определяют по формуле:
Значение коэффициента Ср, показателей степени хр ур rpqpявляются табличными.
Величина силы Р зависит от величины переднего угла и скорости резания, вида обрабатываемого материала, величины износа инструмента. Это учитывается поправочными коэффициентами, которые также приведены в справочных таблицах.
Основное технологическое время Т0 при цилиндрическом и торцовом фрезеровании с продольной и поперечной подачами определяют по формуле:
где sM— минутная подача в мм/мин;
l- длина фрезерования в мм;
l1 - величина врезания в мм
l2 - величина выхода инструмента в мм.
Читайте также: