
Изготовление гипсовых моделей зубных рядов
Опубликовано: 03.05.2024
Для получения гипсовой модели необходимо собрать слепок, точно уложить его части в ложку, а затем склеить их между собой и с ложкой расплавленным воском.
К собиранию слепка приступают не ранее чем через 30—40 минут после извлечения его из полости рта, чтобы влага, находящаяся на поверхности слепка, могла испариться.
Перед укладкой частей слепка в ложку надо очень тщательно очистить их поверхность, прилегающую к ложке, а также внутреннюю поверхность ложки от мелких частиц гипса, мешающих точному составлению слепка.
Сначала укладывают наиболее крупные части слепка, а затем мелкие. Все части слепка должны быть точно уложены в ложку так, чтобы между ложкой и наружной поверхностью слепка нигде не было просвета. На внутренней же поверхности слепка, между его частями не должно быть щелей. Наружные края собранного слепка приклеивают к оттискной ложке горячим воском. Заливка воска в пределах протезного поля не допускается; малейшая неточность, допущенная во время склейки слепка, приводит к искажению модели.
Методика получения гипсовой модели заключается в заливке слепка или оттиска жидким гипсом, почему этот процесс и назван отливкой модели.
Для более легкого отделения слепка от модели его необходимо покрыть изолирующим веществом. В этих целях применяют ряд веществ, которые наносят на поверхность слепка. Для этого предложен мыльный спирт, керосин со стеарином и ряд других веществ. Однако практика показала, что любое изолирующее вещество оставляет на слепке слой, вследствие чего получается неточная модель. Поэтому склеенный слепок лучше опустить на 6—8 минут в холодную воду; она заполняет все поры, благодаря чему гипс модели не соединяется с гипсом слепка.
Для большей прочности модели гипс, которым заливают слепок, должен иметь консистенцию сметаны.
Слепок начинают заливать небольшими порциями гипса, причем наливают его сначала на самую выпуклую часть слепка. Слепок все время встряхивают для удаления пузырьков воздуха. Это повторяют до тех пор, пока весь слепок не будет заполнен гипсом.
Когда весь слепок заполнен, делают из остатков гипса холмик, который накладывают на слепок; последний переворачивают вниз и вместе с холмиком придавливают к гладкому предмету (стеклу, металлической пластинке и т. д.); в результате получаются модели с широким основанием-подставкой, удобной для работы. Таким образом, модель состоит из двух частей:
- 1) рабочей части, соответствующей протезному полю, т. е. месту расположения будущего протеза,
- 2) подставки, служащей для устойчивости модели.
Следует учесть, что высота подставки должна быть не менее 2—2,5 см; особенное значение это имеет при глубоком небе, так как утончение модели в этом месте может привести к тому, что сна продавится во время прессовки под давлением пресса.
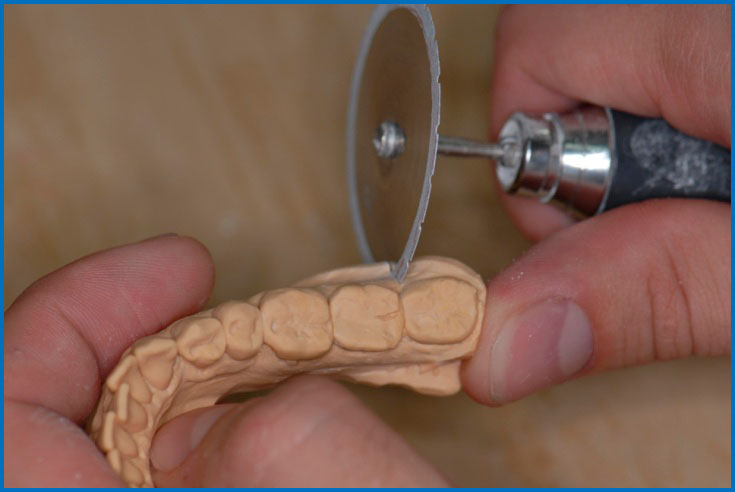
Края модели после затвердевания гипса обрезают шпателем (рис. 14).

Отделение слепка от гипсовой модели. Слепок отделяют от гипсовой модели через 8—10 минут после отливки, т. е. когда гипс модели начинает выделять тепло. Это является наиболее благоприятным хмоментом для отделения частей слепка от модели. Отделение слепка производится очень осторожно во избежание порчи модели. Прежде всего следует освободить зубы, руководствуясь зубной формулой, в которой указано, где и какие зубы расположены. Для отделения пользуются зуботехническим шпателем, вводя его неглубоко по линии излома слепка, и рыча-гообразным движением отделяют части последнего от модели. Когда все зубы освобождены, роговым или металлическим молоточком поколачивают по слепку до тех пор, пока не появится специфический глухой звук пустоты, означающий, что между слепком и моделью образовалась щель; после этого модель полностью отделяется от слепка. Если при отделении слепка от модели отламывается зуб, который сохранил четкие контуры линии излома, можно склеить его с моделью при помощи специального жидкого клея (раствора целлулоида в ацетоне). Цементом склеивать не рекомендуется ввиду того, что он препятствует точному прилеганию зуба к модели.
При более серьезном повреждении модели, например, отрыве части альвеолярного отростка, переломе модели, царапинах в области протезного поля и др., слепок следует переснять.
Отделение оттискной массы от модели. При отливке модели по оттиску не требуется изолирующего вещества для того, чтобы оттиск легко отделился от гипсовой модели. После затвердевания гипса оттиск с моделью опускают на несколько минут в горячую воду; оттискная масса при этом размягчается и легко отделяется от модели.
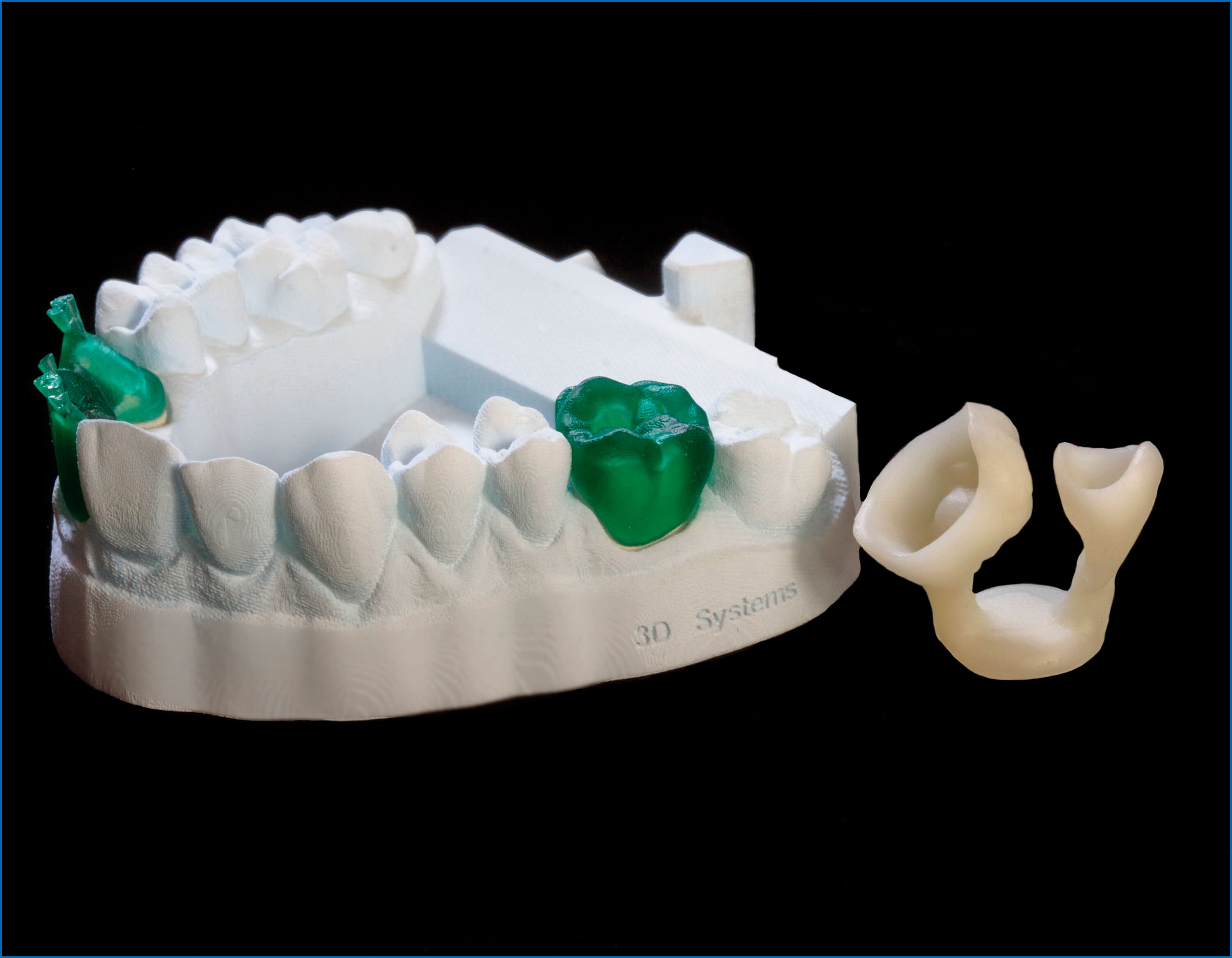
В работе зубной техник использует различные модели, формы и заготовки, которые позволяют создать идеальный протез. Это позволяет исключить эстетические несоответствия, точно позиционировать искусственные зубы относительно естественных, а так же обеспечивает комфортное пользование конструкциями. Рассмотрим варианты таких изделий на основе современных полимеров.
Что такое фотополимеры
Фотополимеры представляют собой смеси из нескольких составляющих, обычно в качестве наполнителя применяется бариевое стекло и микрочастицы керамики. Связкой выступают соединения водорода и кремния или силаны. Третьим компонентом является полимерный матрикс.
Спектр применения материалов широк, они сохраняют пластичную форму до обработки ультрафиолетом. За счет этого удается формовать любые поверхности в автоматическом режиме, после чего происходит его освещение и отверждение. Точное поведение вещества зависит от составляющих и их процентных долей.

Готовое изделие может иметь различные свойства в зависимости от используемого пластика. Например, при изгибе среднее значение прочности соответствует 75-100 Мпа. Однако, у некоторых пластиков оно едва превышает 40, а некоторые могут неограниченно сгибаться, но сохранять исходную форму.

Разборные и неразборные модели

Модель является инструментом, на основе которого собирается реставрационная система.
Для выпуска используется технология CAD / CAM , для пластика используют устройства для 3 D -печати. Подразумевается программное моделирование и автоматизированное производство. Принтер оснащается головкой, эта деталь имеет несколько степеней подвижности и двигается по направляющим. В зависимости от используемой системы, точность конструкции может достигать 25-100 микрон!
Виды моделей
Конструктивно классификация проводится на 3 группы:
- неразборные - монолитные структуры;
- разборные – конструкция из нескольких сегментов, обычно под каждый зуб. То есть монолитная структура распиливается на отдельные блоки. Есть несколько методов ее создания, в зависимости от выбранной системы реставрации. Преимущество использования пластика в том, что можно создать отдельные блоки без распиливания, что снижает риск появления отклонений.
- огнеупорные. Данный класс для полимеров не подходит, так как материал не способен выдерживать высокие температуры.
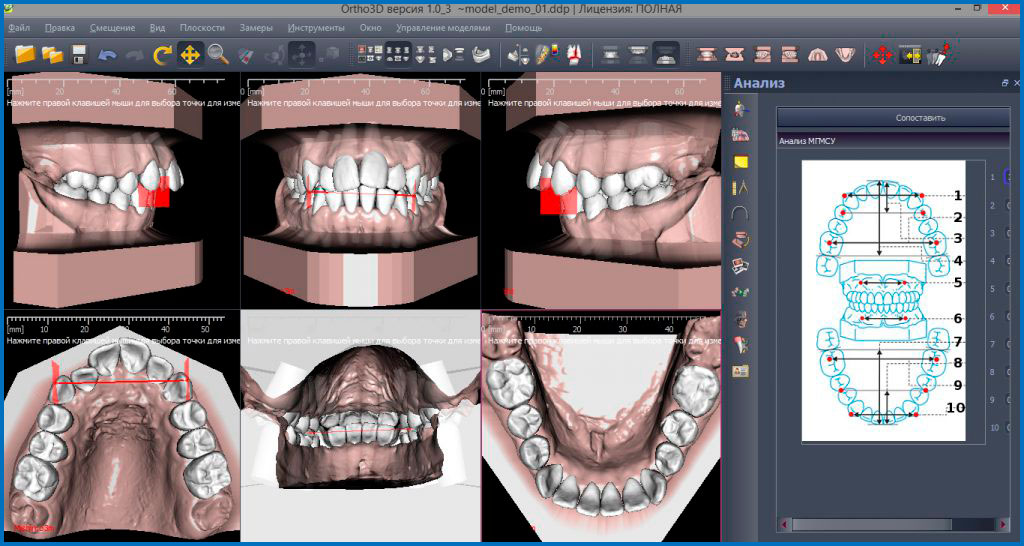
Благодаря диагностической модели специалисты проводят измерения, уточняют диагноз, подбирают или корректируют методику восстановления. Основными требованиями к этому классу конструкций являются: точное отображение альвеолярных отростков, альвеолярного гребня, самих рядов зубов, нёба, бугров на верхней челюсти, всех составляющих мягких тканей, как язык или его уздечка.

Каждый зуб можно оценить при помощи этой модели, например, ширину единиц, рядов в целом, наклон и смещение и пр.
Важной ролью диагностической модели является регистрация состояния полости рта до начала реставрации и после.
Рабочая модель
Основная задача рабочей модели – точная передача формы челюстей клиента. На ней должны располагаться зубы, причем, необходимо добиться идеального позиционирования их относительно мягких тканей и остальных единиц полости рта.
Важно, чтобы все зубы в полости рта сохранились. Если есть отсутствующие единицы, скорее всего челюсть деформировалась, особенно, если зуб был удален давно. В этом случае происходят естественные смещения единиц, приводящие к искривлению дуги. Необходимо более сложное и детальное восстановление исходной формы, учитывается окклюзия.

Среди недопустимых дефектов поры, полости, переломы и трещины. Так как нарушается целостность конструкции, это может привести к смещениям на более поздних этапах работы.
Антагонист
Моделью антагониста называют отпечаток челюсти, противоположный реставрируемой.
Эта конструкция нужна не всегда, но при большом количестве отсутствующих единиц поможет правильно позиционировать искусственные единицы. Так будет проще добиться правильной окклюзии и эстетики.

Чтобы выставить модели потребуется артикулятор, с его помощью проверяются все отношения, окклюзии во всех плоскостях. Если изделия формируются по методике CAD / CAM , то можно исключить трудоемкую подгонку и обработку. За счет сканирования и высокоточной автоматической резки, буквально с первого раза создается идеальное прилегание.
Отличия от гипса
Изготовление гипсовых моделей отличает высокая трудоемкость, необходимо точно отмеренными долями объединить ингредиенты. Уже здесь есть риск ошибок, далее нужно провести смешивание в устройствах (например, на вибростоле).
С учетом вида гипса нужно строго выдержать время смешивания, выставить оптимальную интенсивность, материал должен до этого храниться в идеальных условиях, не должно попадать посторонних включений.

Полимеры в этом плане проще, так как не столь требовательны к условиям хранения, проще подготавливаются к обработке и меньше подвержены дефектам при незначительных отклонениях.
Штампик
Штампик при реставрациях является основой будущего металлического каркаса, он представляет собой отдельные блоки с зубами, расположенными по одному. Чтобы его правильно изготовить, начинать нужно с оттиска. В идеале отпечаток должен точно отображать зубодесневую границу, чтобы она просматривалась невооруженным глазом.
Эти трудности характерны для работы с гипсом, в итоге необходимо провести кропотливую работу по сошлифовыванию лишнего материала, чтобы очертить правильную кромку. При использовании полимеров этой проблемы нет, так как сканирование позволяет отследить границу без проблем.
Изготовление модели из гипса перед сканированием
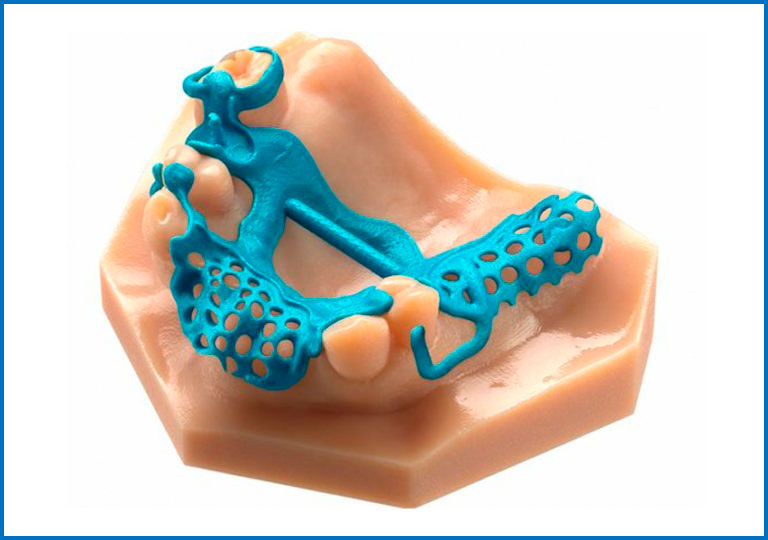
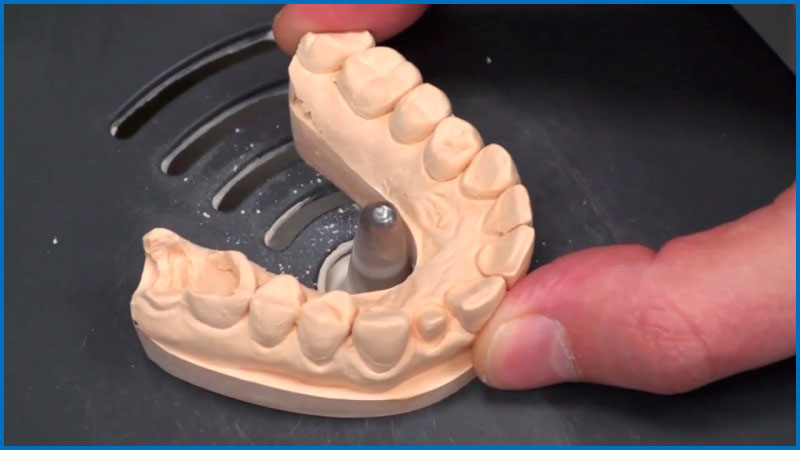
Изготовление рабочей модели происходит с использованием направляющих штифтов, они могут иметь различную конфигурацию и устанавливаться различными методами. Фиксируются они на оттиске, после чего его заливают гипсом. Штифты фиксируются соосно с продольной линией зуба, чтобы обозначить его позицию.
Проволока нарезается небольшими кусками, одна сторона затачивается, чтобы легко погружаться в материал, второй загибается в виде колечка. Булавка сматывается со штифтом при помощи резинки, после чего втыкается в оттиск.
Затем форма заливается гипсом (класс IV или V), шейки зубов должны быть скрыты на 2-3 мм. Места, которые должны будут соединиться с основанием конструкции, формируются в виде захватов. Для этого удобно применять гроверные шайбы диаметром 5 мм.
Далее с оттиска удаляются булавки и резинки.
После этого формируется цоколь модели, путем заливки области гипсом II или I II класса.
На следующем этапе модель удаляется из оттиска, нужно подрезать края, распилить дуги с единицами на штампики.
Штампики вытаскиваются из полученной конструкции вместе со штифтами. Они гравируются до зубодесневой границы, на поверхность наносится компенсационный лак. Первый слой вещества укладывается до самой границы, второй выше ее на 1 мм.
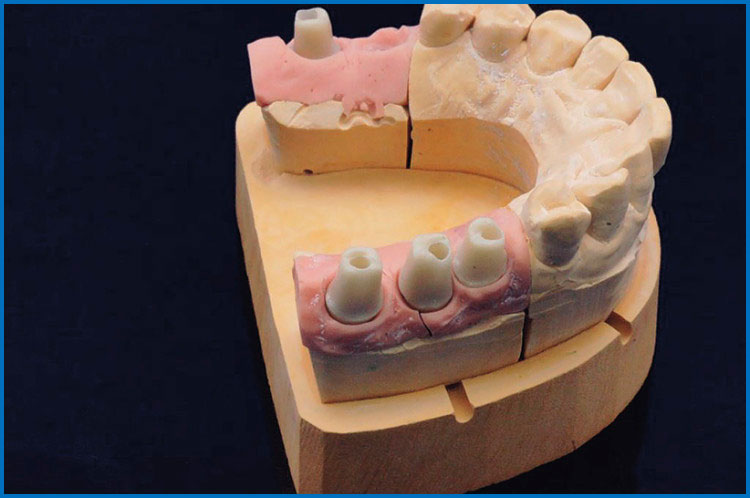
«Пиндекс»
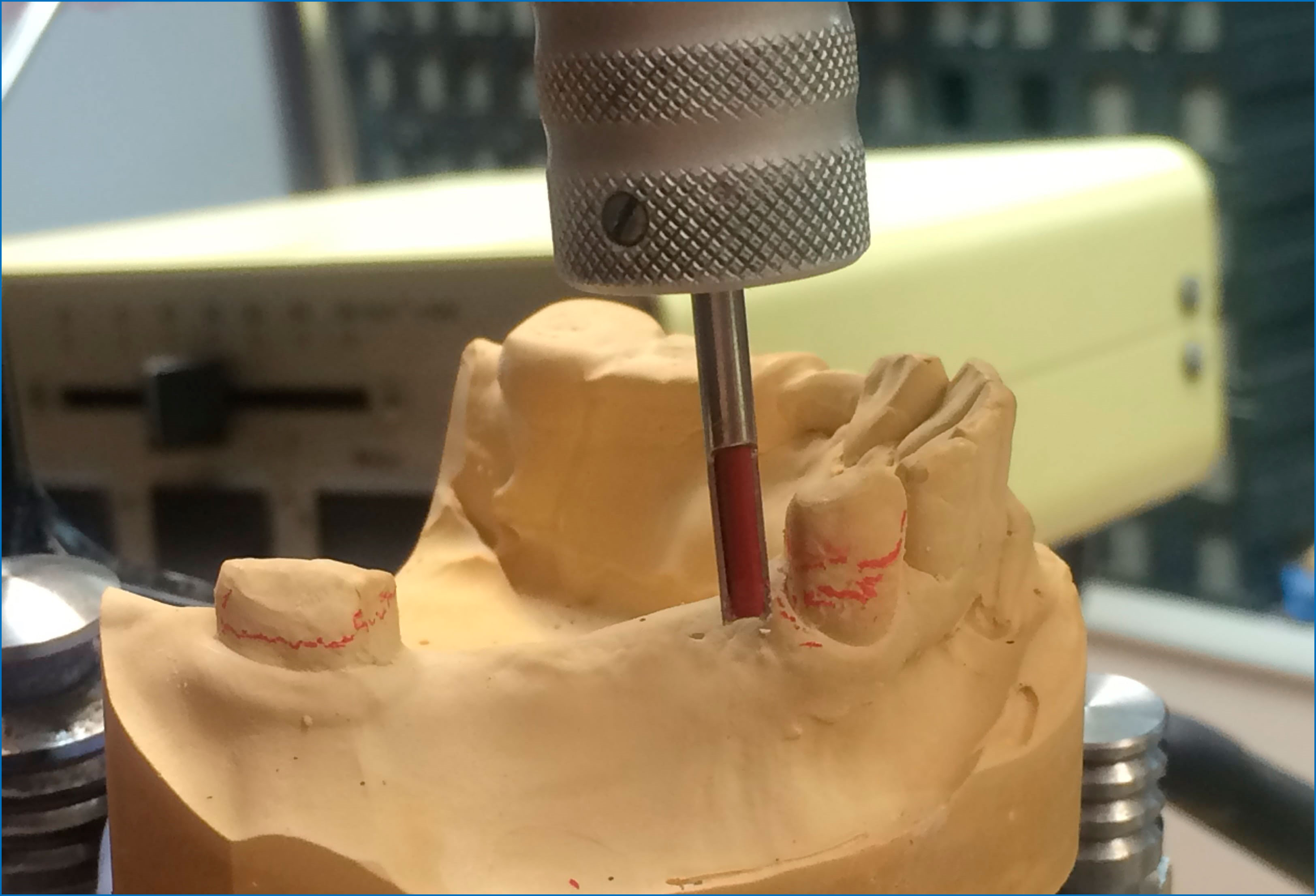
Пиндекс-система подразумевает применение специального прибора, способного осуществлять сверление на определенную глубину строго параллельных цилиндрических отверстий. С его же помощью происходит и разметка, которая гарантирует в этом случае высокую точность.

Так же в этом способе используются втулки, направляющие и сами штифты. Благодаря этому принципу посадка штампика в цоколь отличает максимальная прецизионность.
Заливка осуществляется гипсом 4 класса, который подготавливается в вакуумном смесителе. Оттиск заполняется до размеченных границ и помещается на вибростол (достаточно буквально 2-3 секунд), это обеспечивает удаление пузырьков воздуха и более равномерное заполнение объема.
Необходимо дождаться застывания материала, после чего проводится обрезка и шлифовка.
Далее внутренний контур обрабатывается специальной фрезой.

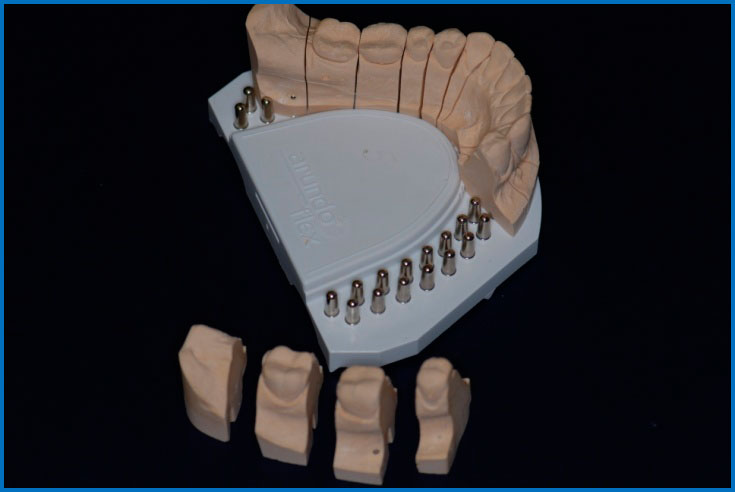
Подготовка к установке пинов или штифтов проводится с применением пиндекс-машины. У нее есть лазерный указатель, регулировка глубины сверления каналов. Подготавливаются отверстия подо все элементы зубных рядов. Штифты внедряются и устанавливаются на специальный клей.
Цоколь отливается в формообразователе, для этого используется гипс 3-го класса. После схватывания края торцуются на триммере. Затем дуги с зубами снимаются и пилятся на отдельные штампики, важно строго соблюдать параллельность распилов.

Бесштифтовая методика
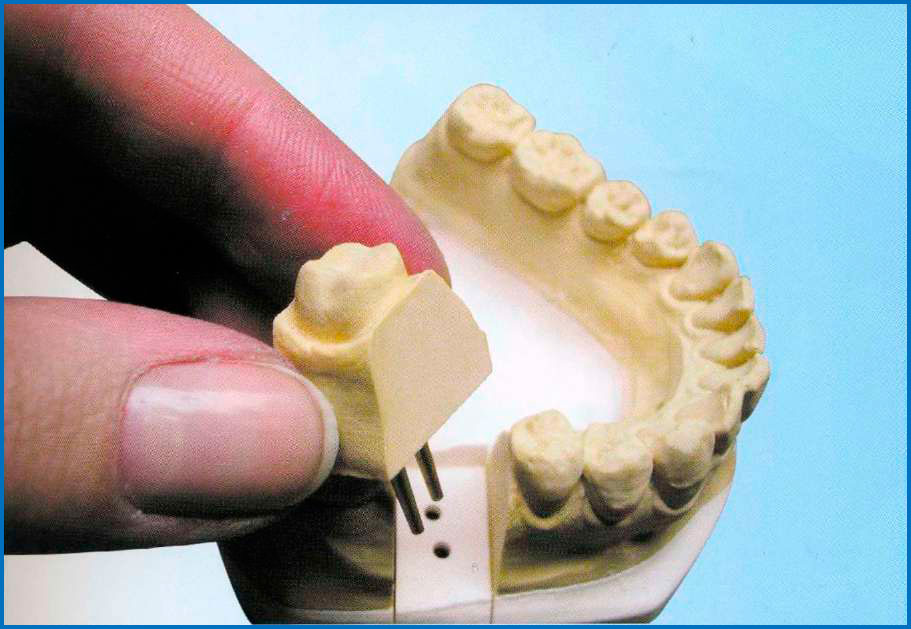
В этом случае технику не нужно работать с двумя видами гипса, что упрощает процесс. Задействуются комплекты форм, которые выпускают различные компании. В пластиковых основах передается точное положение компонентов рядов и конструкции, а так же удается максимально надежно зафиксировать модель в артикуляторе.
Гипс 4 класса заливается в нее, а затем в оттиск. Полученные две детали совмещаются и выдерживаются до полного отверждения. Этот метод максимально быстрый и экономичный, так как не нужно работать с триммером.

Далее прорезаются штампики. Без штифтов работать проще и по той причине, что все сегменты легко ставятся в форму, они пронумерованы (цифры проставлены на пластиковой основе). В сборе конструкция надежно удерживается за счет самой формы.
Несколько слов о штифтах
Штифты классифицируются по множеству признаков.

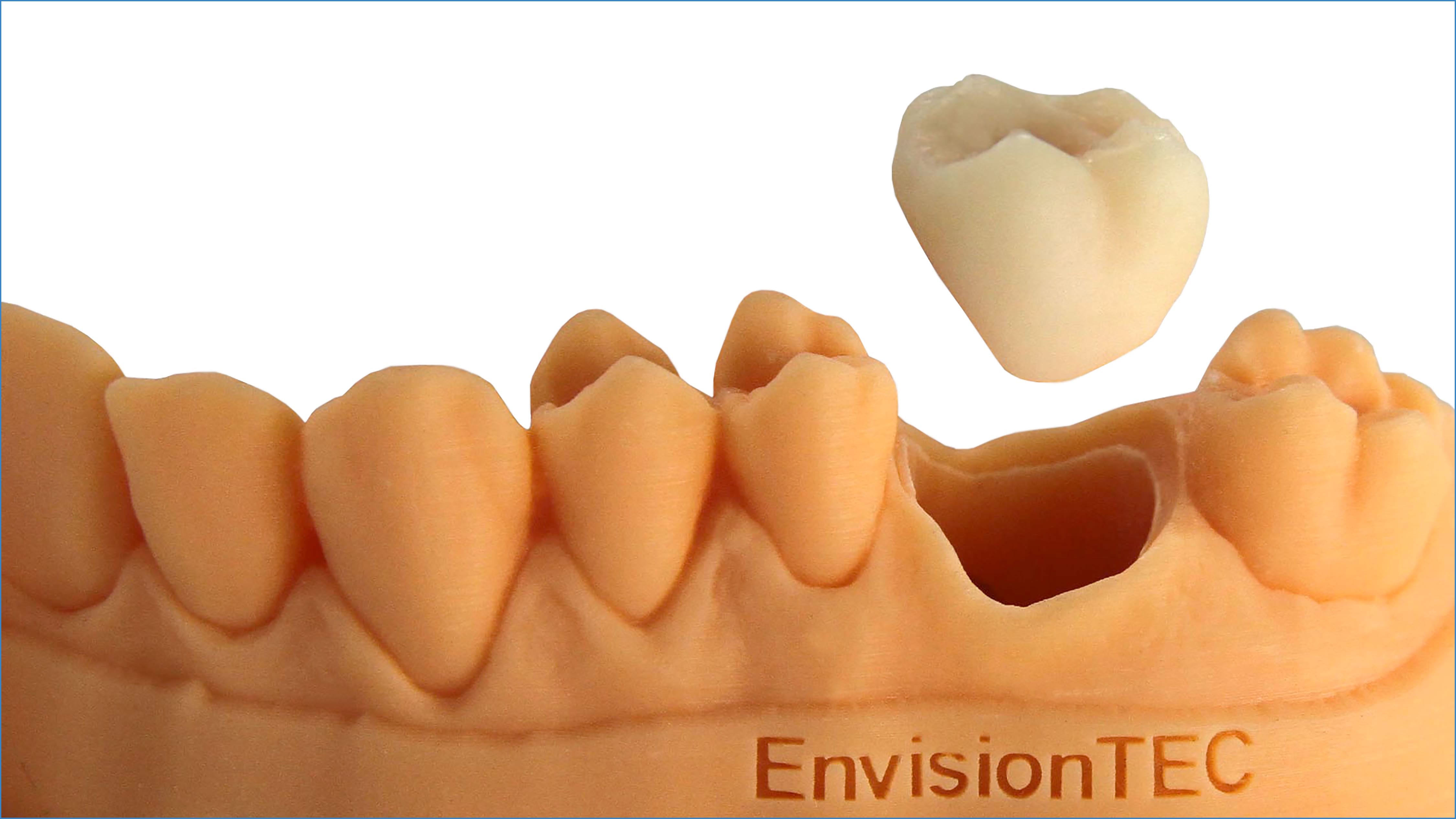
Любой вариант описанной конструкции можно отсканировать и перевести в полимерную форму.
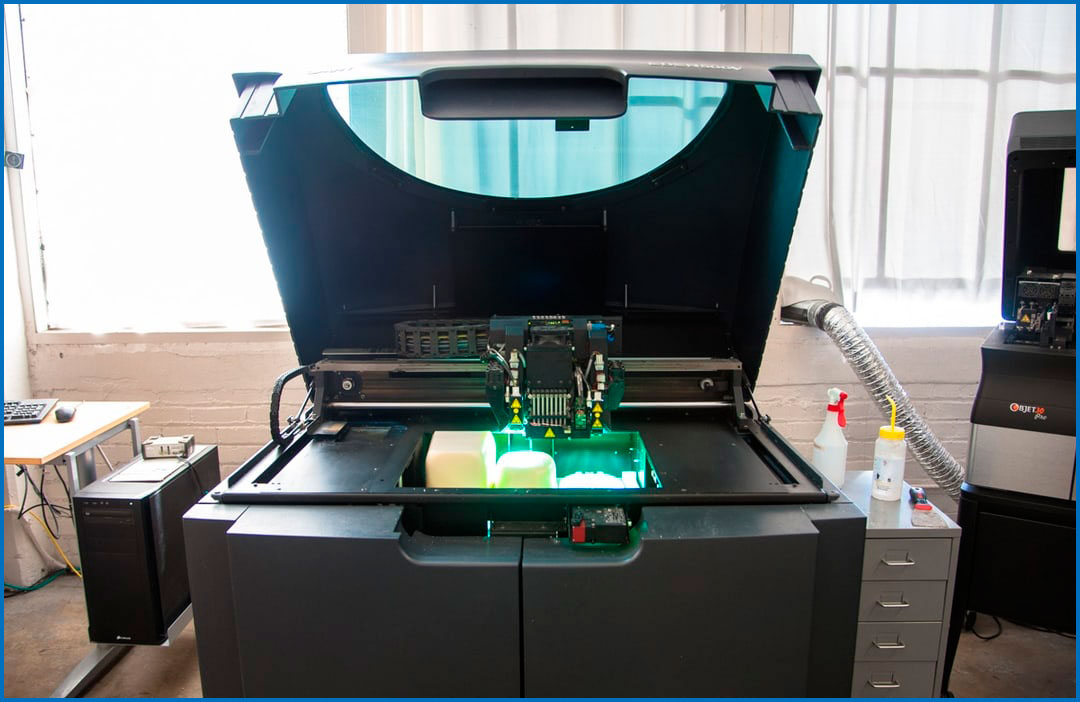
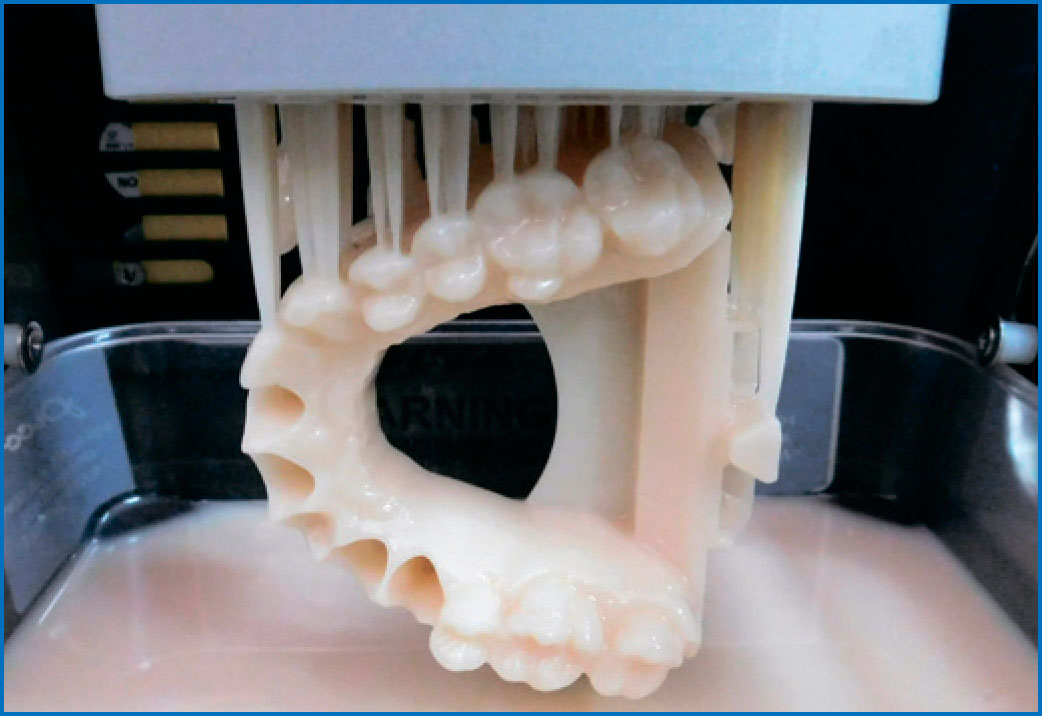
Особенности метода изготовления - 3D печать из пластика на 3D-принтере

В общем виде технология выглядит следующим образом: на двухмерный слой полимера в жидком состоянии воздействует излучение в ультрафиолетовом спектре или лазер. За счет этого образуется двухмерный слой уплотненного вещества, далее по аналогичному принципу происходит воздействие на второй слои и так до получения трехмерного изделия.


Смолы этого класса достаточно дорогие, но расход при работе минимизирован, выход отходов минимален, что делает технологию экономичной. За счет минимальной толщины каждого слоя удается добиться высокого разрешения. Полученное изделие устойчиво к солнечному свету, непроницаемо для влаги. Поверхность идеально гладкая, потому не требуется финишная обработка.
Фактически, 3 D -печать является противоположностью субтрактивного производства, при котором удаляется лишний материал с заготовки (фрезерование, токарная обработка). Метод входит в группу аддитивного производства. Принципиальное отличие в том, что нужно не убирать значительную часть заготовки, а добавлять недостающие части, путем их послойного нанесения.
Отличия технологий
При распылении, жидкий полимер подается в рабочую камеру и покрывает платформу. Затем его облучает головка со встроенным источником излучения, образуя твердую поверхность. Сверху снова распыляется вещество ровным слоем, операция повторяется.
Погружной метод состоит в том, что платформа подвижна. Площадка между операциями фотополимеризации погружается в жидкий пластик, поднимаясь она сохраняет на поверхности тонкий слой материала, на который уже воздействует свет.
Существует альтернатива погружной методике – при этом платформа поднимается вверх. За счет этого упрощается целый цикл – погружение и возвращение в исходное положение. Таким образом повышается скорость создания конструкций.
Сканирование

Первый метод подходит при создании компьютерной модели с готового слепка. На платформу устанавливается изделие, затем она начинает вращаться и происходит сбор данных за счет интегрированной камеры. Оптических устройств может быть несколько, они так же могут быть подвижными. Чтобы исключить погрешности, например, за счет засветки некоторых зон изделия, сканирование проводится в закрытых емкостях.
Сканирование необходимо и для ряда других операций, например, проводится при имплантации. В этом случае используются скан-боди, чтобы обозначить места будущих искусственных единиц.
Сбор данных происходит при непосредственном общении с клиентом. Оптическое устройство закреплено на этом «пульте», для сканирования нужно «рассмотреть» все изгибы прямо в ротовой полости.

Внутриротовой метод не так удобен по той причине, что нужно контактировать с человеком, это вызывает неудобства для обеих сторон. Плюс ко всему, такой сканер больше склонен к погрешностям. Использовать спрей в этом случае не удастся, а блики могут вызвать серьезные искажения.
Чтобы их устранить может потребоваться промежуточная примерка, коррекция, что увеличивает продолжительность работы.
Первым необходимым условием изготовления качественного зубного протеза или коронки является получение точного оттиска (слепка). Оттиски предназначены для изготовления моделей челюсти (отливаются в зуботехнической лаборатории) – точной репродукции поверхности твердых и мягких тканей, расположенных на протезном ложе (органы и ткани, находящиеся в непосредственном контакте с протезом) и его границах, а также моделей будущих ортопедических конструкций.
Оттиски получают при помощи термопластических, эластических или других (кроме гипса) масс. Слепок или модель челюсти получают с помощью гипса на основании сделанного ранее оттиска протезного ложа.. Если оттиск является обратным (негативным) отображением поверхности твердых и мягких тканей, то модель челюсти – позитивное отображение тканей протезного ложа.
Оттиски снимают специальными оттискными ложками (стандартными или индивидуальными). Ложка должна быть хорошо подобрана, что обеспечит качественное изготовление модели по оттиску. При выборе ложки учитываются анатомические особенности полости рта. Стандартные ложки изготавливают фабричным путем из стали, дюралюминия или пластмассы. Металлические ложки после стерилизации можно использовать повторно.
Анатомические оттиски снимают стандартной ложкой без учета функционального состояния тканей протезного ложа. Функциональные оттиски снимают индивидуальной ложкой, учитывая состояние мягких тканей во время жевания, глотания, речи. Функциональный оттиск, как правило, снимается с беззубых челюстей. Функциональные ложки делают индивидуально либо из быстротвердеющей пластмассы, либо из полистирола. Компрессионный оттиск снимают с использованием вязких, плотных оттискных материалов, разгружающие оттиски (когда требуется минимальное давление на ткани протезного ложа) – с использованием текучего материала и перфорированной ложки.
Двойные (двуслойные) оттиски снимают в два этапа: основа – из плотного вязкого материала, которая потом коррегируется вторым слоем текучей массы. Из оттискных материалов для получения двойных оттисков чаще применяют силиконовые материалы, которые выпускаются в виде двух паст – основной и катализаторной. При получении двойных оттисков часто проводят процедуру ретракции десны – фармакомеханическое расширение десневой бороздки (кармана) для введения в нее оттискного материала для точного отображения уступа, шейки зуба и дна бороздки.
Получение гипсовых моделей челюстей. Оттиски снимают для получения различных моделей челюстей: рабочие (основные) модели челюстей (на них создают зубные, челюстные, лицевые протезы, аппараты), вспомогательные модели челюстей (модели зубного ряда челюсти, противоположной протезируемой), диагностические модели челюстей (для уточнения диагноза, планирования конструкции протеза), контрольные модели челюстей (диагностические модели, изготовленные на разных этапах протезирования и ортодонтического лечения).
Модели челюстей изготавливают из гипса. Для этого полученный предварительно оттиск промывают под струей воды комнатной температуры, а затем дезинфицируют. Для снятия внутреннего напряжения в оттискном материале и улучшения смачиваемости (текучести) гипса поверхность оттиска обрабатывают специальной жидкостью (например, Хера-СВЕ, Фиксакрил и др.) Затем замешивают порошок гипса с водой, полученной массой порционно заполняют оттиск. После застывания гипса полученную модель вынимают из оттиска. В ортопедической стоматологии применяют обожженный или полуводный гипс (CaSO4)2xH2O. Гипс ранее применяли и для изготовления оттисков, но в настоящее время этого не делают, поскольку появились гораздо более пластичные и не травмирующие оттискные массы. Для изготовления моделей челюстей (протезного ложа) , особенно для изготовления моделей бюгельных протезов, используют высокопрочный супергипс, полученный с помощью насыщенного пара низкого давления при термической обработке гипсового камня.
Сияющая голливудская улыбка от ведущих специалистов стоматологии. Запишитесь на прием!
Гипс — это один из самых распространенных вспомогательных материалов, используемых в зуботехническом производстве.
Согласно ГОСТ Р51887-2002, ИСО 6873, все стоматологические гипсы делятся на пять классов, в соответствии с их назначением и твердостью:
- Гипс для оттисков - Мягкий и податливый низкотвердый гипс. Используется для получения частичных и полных оттисков, в том числе и с челюстей без зубов. Такой гипс быстро твердеет и обладает наименьшим расширением.
- Медицинский гипс- Алебастровый гипс обычной твердости. Этот вид материала подходит для изготовления диагностических анатомических моделей, а также моделей, используемых для планирования ортопедической конструкции. Гипс этого класса относят к вспомогательным материалам, так как модель из него имеет недостаточный показатель прочности. Таким образом, гипс для оттисков и медицинский стоматологический гипс используются только в технических целях, но не для изготовления рабочих моделей.
- Высокопрочный гипс для моделей - Класс твердых гипсов. Применяется для изготовления съемных протезов как всего зубного ряда, так и замещающих отсутствующую часть зубов, для изготовления основы несъемных разборных протезов и других изделий этого ряда. В отличие от обычного медицинского гипса, материал этого класса обладает достаточно высокими показателями прочности.
- Сверхпрочный гипс для моделей с низким показателем расширения - Гипс с наибольшими показателями прочности, отлично подходит для изготовления разборных мастер-моделей и выполнения комбинированных работ.
- Сверхпрочный гипс для моделей с регулируемым показателем расширения - Достаточно редкая разновидность, предназначенная для изготовления моделей, требующих особо высокой точности.
Для успешного выполнения стоматолого-ортопедических и зуботехнических работ с применением стоматологических гипсов важно помнить определенные правила их использования:
- Стоматологические гипсы необходимо хранить в сухом месте.
Емкости для хранения гипсов должны очищаться перед каждым новым заполнением. - Приборы и принадлежности, используемые при работе со стоматологическими гипсами, должны быть чистыми, не содержать остатков ранее использованного гипса.
- Одна порция гипса должна составлять количество, необходимое для заполнения не более чем двух-трех оттисков.
- Недопустимо применение любых ускорителей застывания. В случае необходимости нужно использовать быстротвердеющий гипс или увеличить время замешивания на несколько секунд.
- Для получения заданного расширения гипса необходимо очень точно соблюдать соотношение гипса и воды.
- Вода и гипсовый порошок должны иметь температуру 19-21 °С.
- Порошок необходимо медленно засыпать в воду, после чего дать ему погрузиться в нее, — и только после этого приступить к замешиванию шпателем.
Машинное замешивание не должно превышать 30 секунд, ручное — одну минуту.
Смесь должна выливаться в форму сразу же после замешивания. Недопустимо пытаться увеличить время заливки путем вибрации или добавления воды. - Вынимать гипсовую модель из оттиска можно только тогда, когда температура модели понизится.
Следование этим указаниям позволит проводить любые стоматологические работы с использованием гипса комфортно, быстро, экономично.
На базе кафедры ортопедической стоматологии Воронежской Государственной Медицинской Академии был проведен сравнительный анализ стоматологических гипсов, задача которого — оценить основные характеристики наиболее распространенных марок гипсовых вяжущих.
Для проведения анализа были отобраны высокопрочные и сверхпрочные стоматологические гипсы. Испытания проходили согласно ГОСТ Р51887-2002.
Водопотребление. В теории, необходимое количество воды для перевода полугидрата в двугидрат — 18,6% от общей массы вяжущего. Но на практике для обеспечения требуемой подвижности гипсового теста расходуется гораздо больше: таким образом, гипсовое тесто обладает своей собственной водопотребностью.
Водопотребность – это наименьшее количество воды, требуемое для получения заданной консистенции раствора. Избыточная вода испаряется из образовавшегося гипсового камня, оставляя в нем поры, которые способны значительно снизить прочность модели. Следовательно, необходимо стремиться точно отмеривать воду для получения идеальной консистенции.
Во время твердения происходит гидратация полуводного гипса (реакция присоединения воды к полугидрату), при которой выделяется 29 кДж теплоты на килограмм полугидрата. Процесс твердения происходит постепенно. Полуводный гипс образует с водой пересыщенный раствор, из которого и выделяется двугидрат. Образование большого количества частиц двугидрата приводит к тому, что гипсовая смесь уплотняется и загустевает, что служит началом ее схватывания.
Прочность готового изделия зависит от многих факторов: чистоты сырья (гипсового порошка), его структуры, способов его обработки, состава и количества модифицирующих добавок. Предел прочности измеряется в мегапаскалях: 1 МПа = 10 кгс/см2.
Непосредственные испытания в рамках зуботехнической лаборатории показали, что наиболее качественные виды гипса демонстрируют высокую устойчивость на шпателе и жидкотекучую консистенцию на вибростоле, что позволяет максимизировать количество беспористых заливок с одного замешивания.
Модели, полученные из качественных гипсовых вяжущих, устойчивы к появлению сколов, прекрасно повторяют моделируемую поверхность, хорошо полируются, шлифуются и распиливаются, а при обработке столбика границы препаровки не повреждаются. Высокое качество гипсового сырья исключает отламывание кромок при извлечении модели из оттиска, обеспечивая наилучший результат моделирования.
Изготовления моделей зубного ряда из гипса:
Одним из самых распространенных вспомогательных материалов в зуботехническом производстве является гипс. Это природный материал, образовавшийся в результате высыхания морей и озер путем выпадения его в осадок из растворов, богатых сульфатными солями, или путем выветривания горных пород.
Гипс в природе встречается в виде минерала — двуводного сульфата кальция CaSO4 х 2H2О (рис. 1).
Рис. 1. Камень гипсовый.
Строение кристаллической решетки гипса слоистое, характеризуется строго закономерным расположением атомов в пространстве. Две анионные группы SO42- , тесно связанные с ионами Ca2+, образуют двойные слои. Молекулы воды размещаются между этими слоями, поэтому сравнительно легко выделяются из решетки гипса при нагревании.
Кристаллы чистого гипса прозрачные, бесцветные, но из-за наличия различных примесей бывают желтоватой, розовой, бурой и даже черной окраски. В чистом виде гипс встречается редко. Постоянными примесями являются карбонаты, кварц, пирит и глинистые вещества.
При промышленной, высокотемпературной обработке, называемой реакцией дегидратации, природный гипс переходит в полугидрат: CaSO4 х 2H2О = CaSO4 х 0,5H2О + 1,5Н2О. Для получения полуводного гипса очищенный от примесей природный гипс подвергают измельчению в специальных дробильных установках и гипсовых мельницах до мелкого однородного порошка.
Затем измельченный гипс загружают в варочные котлы и обжигают при высоких температурах в течение нескольких часов. В зависимости от температуры обжига, давления, времени можно получить различные сорта гипса, отличающиеся сроками затвердевания и прочностью.
При определенных условиях термической обработки полуводный гипс может иметь 2 модификации: a- и b-полугидраты.
-a-гипс получают при нагревании двуводного гипса при Т = 110—115 0С под давлением 1,3 атмосферы. Этот гипс называют супергипсом, автоклавированным;
-b-гипс получают при нагревании двуводного гипса при Т = 95—105 0С и атмосферном давлении. Кристаллы b-модификации образуют капиллярно-пористую структуру, обладают развитой внутренней поверхностью, более реакционноспособны. Для их затворения требуется много воды, они имеют пониженную прочность.
-а-гипс отличается плотным строением и малой удельной поверхностью, водопотребность его ниже, а прочность выше. Сроки схватывания его длиннее.
Все стоматологические гипсы, согласно ГОСТ Р51887-2002, ИСО 6873, делятся на пять классов в зависимости от назначения и характеристик твердости:
- Гипс для оттисков. Низкотвердый гипс, очень мягкий и податливый. Применяется для получения полных и частичных оттисков, в том числе и с беззубых челюстей. Такой материал быстро твердеет и обладает минимальным расширением.
- Гипс медицинский. Алебастровый гипс обычной твердости. Он подходит для изготовления диагностических анатомических моделей, а также моделей для планирования будущей ортопедической конструкции. Гипс II класса относят к вспомогательным материалам: высохший оттиск или модель имеют недостаточные показатели прочности. I и II классы стоматологических гипсов не используются для изготовления рабочих моделей, а пригодны лишь для технических целей.
- Гипс высокопрочный для моделей. Класс твердых гипсов. Может применяться для изготовления съемных протезов полного зубного ряда, съемных протезов, замещающих частичное отсутствие зубов, для основы разборных несъемных протезов и других подобных изделий. В отличие от предыдущего класса, обладает достаточно высокими показателями прочности.
- Гипс сверхпрочный для моделей и штампиков с низким показателем расширения. Сверхтвердый гипс, отлично подходит для изготовления разборных мастер-моделей, а также для выполнения комбинированных работ.
- Гипс сверхпрочный для моделей и штампиков регулируемым показателем расширения. Очень редкая разновидность, из которой выполняют модели, требующие особо высокой точности.
Для успешной работы зубных техников и стоматологов-ортопедов важно помнить некоторые правила работы со стоматологическими гипсами.
- Стоматологические гипсы должны храниться в сухом месте. Емкости для хранения перед каждым новым заполнением должны очищаться.
- Используемые при работе с гипсами приборы и принадлежности должны быть чистыми, без остатков использованного ранее гипса.
- Порция гипса должна быть не более чем для заполнения двух-трех оттисков.
- Нельзя добавлять никаких средств в качестве ускорителей застывания, в случае необходимости нужно использовать быстротвердеющий гипс. Увеличение времени замешивания на несколько секунд является лучшим способом ускорения застывания.
- Крайне важно для получения заданного расширения гипса соблюдать соотношение порошка и воды.
- Вода и порошок должны иметь температуру 20 (+1\-1) ˚С.
- Порошок следует медленно засыпать в воду и дать ему погрузиться в нее. И только потом начинать замешивать шпателем. Последующее машинное замешивание не должно превышать 30 секунд. При замешивании вручную это время составляет 1 минуту.
- Гипсовая смесь должна сразу же после замешивания выливаться в форму. Время заливки нельзя увеличивать за счет вибрации и тем более добавления воды!
- Гипсовую модель можно вынимать из оттиска, когда температура модели понижается.
Соблюдение этих несложных указаний позволит работать комфортно, быстро, экономично.
С целью оценки и сравнения основных характеристик наиболее распространенных марок вяжущих на базе кафедры ортопедической стоматологии ВГМА был проведен сравнительный анализ гипсов.
Для проведения сравнительного анализа были отобраны стоматологические гипсы четвертого класса (табл. № 1) и третьего класса (табл. № 2) .
Таблица № 1. Свойства гипсов 4-го типа
Читайте также: