
Какая высота зуба загибается при разводе ленточной пилы на пилораме на ленточный
Опубликовано: 28.04.2024

Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.

Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.

Разводка
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Почему пила плохо пилит?
Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Такой режим пиления называют «отжатием», поскольку пила отжимается. Выход из положения – уменьшение угла заточки градуса на 2-3.
При значительном угле заточки и недостаточном разводе пила в начале входа в бревно совершает скачок вверх и форма доски получается кривой в «виде сабли». Качество доски восстанавливается уменьшением угла заточки градуса на 2 и увеличением развода. Доска получится похожей «на саблю» и при «нырянии» пилы вниз. Это есть совместное следствие малого угла заточки и недостаточной разводки. Выйти из этого положения можно увеличением заточного угла на два градуса и увеличением развода.
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Явление «накатывания» опилок на полотно наблюдается, когда зубья пилы не слишком разведены и в пропиле нет нужного объема воздуха. В этом случае пила разогревается из-за трения об опилки, что приводит к напеканию древесной пыли на полотно пилы.
Если «накатывание» опилок занимает внутреннюю поверхность зуба, а полотно пилы чистое, то это объясняется рядом причин: плохой заточкой (слишком большой подачей или толстым съемом материала, приводящим к плохому качеству поверхности впадины зуба), чрезмерно огромным заточным углом зубьев или продолжением пиления затупленной пилой.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Заточной угол определяется углом отхода кромки зуба от вертикальной линии. Желательный в большинстве случаев угол заточки равен 10-12 о . Если распиливаются твердые породы и мерзлая древесина, то величина угла заточки должна быть 8-10 о . Для распиловки мягких пород он увеличивается до 12-15 о .
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.
Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
| Хар-ка лезвия | Очень мягкие породы | Породы средней мягкости | |||
| Свежая смолистая | Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
| Угол заточки | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Высота зуба | 6,4мм* | 4,8мм* | 4,8мм* | 4,8мм* | 4,5мм* |
| Разводка зуба | 0,61-0,66мм | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм |
| Твердые породы | |
| Свежая | Вяленная |
| 10-12 | 8-10 |
| 4,5мм* | 4,0мм* |
| 0,41-0,46мм | 0,41-0,46мм |
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.
Устали от волны на доске? Мы расскажем как правильно разводить зубья ленточной пилы. Часть 2.
Любой лесопромышленник, собирающийся приобрести пилораму, естественно, надеется на получение прибыли. Но нужно помнить о том, что для стабильной работы лесопильного предприятия необходимо качественно подготавливать пилы. Причем делать это придется практически ежедневно. В предыдущих статьях мы рассказывали о наладке процесса пиления, о новом способе заточки ленточных пил, а также начали разговор об одном из самых сложных процессов при подготовке пил к работе - процессе разводки зубьев. В этой публикации мы подробнее поговорим об этом процессе.
II. Ручной усовершенствованный способ разводки зубьев (по типу пресса)
Чтобы при разводе не возникал эффект «качелей», необходимо перед нажатием толкателя на зуб так зафиксировать тело ленточной пилы, чтобы оно не имело возможности двигаться. Это можно сделать только при жестком зажатии тела пластиной под разводимым зубом.
Наиболее просто это можно сделать, разделив функции зажатия тела пилы и надавливания толкателем на зуб. Такие станки продаются. Однако разводить по очереди двумя движениями очень неудобно, хотя в принципе и возможно. Но главное состоит в том, что, хотя производители и решили проблему «качелей», сам станок делают очень некачественно, да к тому же и без некоторых основных узлов, что все равно не позволяет хорошо разводить ленточную пилу такими разводными.
Станок, который одним нажатием последовательно сначала жестко зажимает тело пилы пластиной, а затем производит нажатие толкателем на зуб, изготовлен очень хорошо и со всеми необходимыми узлами, смогла сделать только фирма IRN. Мы одними из первых, лет десять назад, приобрели у них такой разводной. До сих пор на нем разводятся пилы, и мы им очень довольны.
Когда мы начали три года назад продавать наши заточные станки с профильным диском, то в комплект к нему всем рекомендовали разводной станок фирмы IRN. Но в последние год-полтора с этими разводными стали возникать проблемы. Цена на них увеличилась в два раза - с 12 тыс. до 25 тыс. рублей, а главное, качество изготовления ухудшилось. По крайней мере, многим из тех, кто брал этот разводной в комплект к нашему заточному, приходилось сначала привозить его к нам на доработку, после чего проблем с разводом ленточных пил у них уже не было.
Чтобы таких проблем у пользователей больше не возникало, нами был разработан и сейчас начинается серийно выпускаться разводной станок под индексом РС30/60.
III. Развод двух зубьев сразу
Станки, производящие развод двух зубьев сразу, изготавливаются следующих видов:
• вместе с заточным станком;
• отдельно только разводной станок, работающий от двигателя;
• отдельно только разводной станок с ручной подачей в виде колеса ( фото 1 ) или рычага.
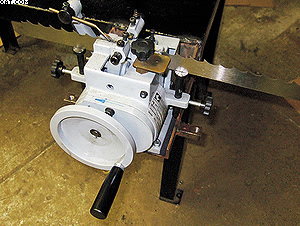
Фото 1. Разводной станок с ручной подачей в виде
колеса
Станки для этого варианта сильнее всего рекламируются продавцами, потому что они вроде бы должны облегчать работу заточнику, проводя развод двух зубьев сразу на обе стороны ленточной пилы. Это очень хорошая рекламная «лапша» для ушей тех, кто никогда самостоятельно не разводил ленточные пилы. Те же, кто хотя бы раз готовил пилу к работе, прекрасно знают, что каждый зуб на пиле разводится индивидуально. Зуб всегда отводится толкателем на величину, большую, чем необходимый развод. При отводе толкателя обратно зуб всегда отпружинивает на некоторое значение назад. Причем даже для одной пилы отпружинивание назад каждого конкретного зуба может колебаться в пределах 5 - 25 единиц индикатора. Поэтому заточнику практически всегда приходится делать два-три нажатия, часто до разных значений индикатора каждое (то есть с разным усилием), для получения необходимого значения развода. Также встречаются зубья, которые пружинят хуже других и уже при одном-двух нажатиях до показаний индикатора, как на хорошо пружинящих зубьях, остаются на значениях, больших, чем необходимый развод, и их приходится специально отгибать обратно.
Теперь вам должно быть понятно, что одним нажатием хорошо развести два зуба сразу просто невозможно. Но станки хорошо продаются, и некоторые даже довольны получаемым результатом. Разводя пилу на таком станке, всегда надо знать: вы никогда не получите гарантированно хороший развод ленточной пилы. Развод всегда будет непредсказуем. При небольших подачах каретки, случайно попавшейся партии пил с более менее одинаково отпружинивающими зубьями, новым чистым механизмом иногда удается пилить нормально. Но проблемы обязательно возникают потом. А вот искать причину этих проблем начинают где угодно, только не в разводном, считая, что он очень хороший. Почти на всех таких разводных производители даже индикаторы не ставят. Объясняя это тем, что вы один раз все установите, а дальше только разводите: молоточки бьют всегда одинаково и чего тут проверять. А вы проверьте и убедитесь сами, какой большой разброс в значениях развода на самом деле.
К тому же на точность получаемого развода в этих станках сильно влияют те же причины, что и в классических: попадание грязи в механизм, риски на упоре толкателя и опорных пластинах. Особенно сильно сказывается высота разводимой части зуба.
IV. Автоматический
Единственный действительно автоматический разводной станок изготавливается фирмой Wood-Mizer. Развод каждого зуба производится с одной стороны пилы пневмотолкателем несколькими регулируемыми по силе ударами с постоянным контролем по электронному микрометру реально получаемого развода. Следующий зуб для развода толкателем автоматически будет подан только после того, как индикатор покажет заданное значение. После окончания развода одной стороны станок останавливается. Затем пила снимается со станка, выворачивается, снова устанавливается на станок, и производится развод с другой стороны.
Станок был бы очень хорош, если бы не его цена. Она на сегодняшний день составляет примерно 350 тыс. рублей, что неоправданно даже для сервисных центров, не говоря уже о простой пилораме. И хотя представители фирмы Wood-Mizer утверждают, что они продают эти разводные станки, я лично их ни разу в работе не встречал и видел только на выставках.
Рекомендации по подготовке разводного станка к работе
Индикатор
• Перед разводом необходимо обязательно деревянным бруском снять заусенцы, образовавшиеся после заточки, иначе индикатор будет давать неверные показания.
• Если у вас индикатор ведет измерения в дюймах, лучше сразу заменить его на индикатор, измеряющий в миллиметрах, так как одно деление индикатора в дюймах соответствует приблизительно двум с половиной делениям индикатора в миллиметрах. Таким образом, когда заточник делает допуск в два деления в дюймах, это соответствует пяти делениям в миллиметрах, что очень много, и наоборот допуск в два деления в миллиметрах соответствует всего половине деления в дюймах. Разводка, когда индикатор отградуирован в миллиметрах, становится более точной. Пила пилит равномерно, без рывков.
• Головка индикатора должна ходить мягко, без заеданий и не застревая.
• Для того чтобы острие зуба обязательно упиралось в плоскость торца индикатора, он должен иметь диаметр 7 - 10 мм.
• Каждый день или хотя бы раз в неделю обязательно надо проверять ноль индикатора. Для этого берется стеклянная (ее проще сделать) или металлическая пластина толщиной не менее 2 мм, длиной 100 - 150 мм (так чтобы она становилась на опорные точки) и шириной 40 - 50 мм. Пластина ставится на место пилы, фиксируется подпружиненными упорами или упорной пластиной, которые должны прижимать тело пилы к неподвижной пластине, и выставляется ноль.
Поскольку стекло практически идеально ровное, ноль выставляется очень точно, главное здесь не передавить, иначе стекло просто расколется.

Рис. 1. Виды торца толкателя
Неподвижная и подвижная пластины
• Плоскости пластин должны быть прямоугольными, без изгибов, выработки и грязи. Торец неподвижной пластины, к которому прижимается зуб, должен быть прямым, без выработки.
• Перед каждой разводкой пластину обязательно надо почистить, иначе прилипшая на нее грязь обязательно собьет разводку и сделает ее неравномерной.
Опорные точки
• По мере работы опорные точки изнашиваются, в них появляются углубления, в которые может время от времени попадать спинка ленточной пилы, и зубья будут разводиться на разной высоте. Пила будет пилить рывками. Изношенные опоры необходимо заменять.
Подпружиненные упоры
• Следите за тем, чтобы во время надавливания на зуб для развода тело ленточной пилы не отжималось от неподвижной пластины, то есть пружинам упоров хватало силы его держать. Если все же тело отходит, попробуйте подтянуть пружину специальными винтами.
• Также надо следить за износом торцов этих упоров. Они должны прижимать тело всей плоскостью. Если вы это упустите, то получите «качели».
Постарайтесь заставить заточника делать допуск при разводе не более двух-трех делений. Тогда пила будет пилить долго и качественно. Но, как показывает практика, обычно делается допуск пять-десять делений.
В этом случае даже самая лучшая ленточная пила может заволнить уже после первого бревна.
Для проверки разводки отдельно продаются недорогие индикаторы. Если вы хотите, чтобы заточник более ответственно относился к разводке, купите этот прибор и хотя бы иногда им пользуйтесь.
Очень важно устанавливать начальное положение пилы в разводном устройстве (рис. 2). Многие ставят нижний уровень по впадине зуба. Это неправильно. Развод зуба получается дугой от корня. Это очень большой рычаг, поэтому уже при небольшом затуплении, а на сучках, скорее всего, сразу пила будет волнить. Нижнюю границу необходимо устанавливать в зависимости от типа пилы, учитывая, что чем она меньше, тем устойчивее будет пила в пропиле. Но при этом надо всегда помнить: чем сильнее зафиксирован каленый зуб в теле пилы, тем расстояние должно быть больше. Иначе при разводе вы просто будете ломать зубья.
• Constant hardness - 3 мм.
• Flex back - Hard Edge, Hard Back при слабой фиксации зуба - 3,5 мм.
• Flex back - Hard Edge, Hard Back при средней и сильной фиксации зуба - 4 мм.
Но даже при правильной установке высоты при смятой опорной плоскости неподвижной пластины вы все равно получите радиус (рис. 2а) и соответствующее качество пиления. Необходимо, чтобы плоскости неподвижной пластины были ровными, тогда конец зуба будет отгибаться по ломаной и тем самым приобретет максимальную устойчивость к нагрузкам (рис. 2б).
Толкатель зуба
Упор толкателя должен приходиться приблизительно на 2 мм ниже вершины зуба, тогда развод будет проводиться нормально.
Внимание. Зубья надо разводить не одним сильным нажатием, а двумя-тремя не очень сильными. Тогда вы всегда правильно разведете зубья и ни один не сломаете.
Если вы перегнули каленый зуб, отгибая его назад, нужно браться, чтобы он не сломался, не за режущую кромку, а чуть ниже, за спинку.
Даже хороший заточник в силу описанных выше причин никогда не знает, правильно ли он развел ленточную пилу. Необходимо, чтобы заточник обязательно, после того как был проведен развод в одну сторону, снова быстро просмотрел развод 7 - 15 зубьев. Если развод соответствует тем значениям, которые должны быть, тогда все в порядке и можно работать дальше. Если же он увидит другие цифры, необходимо срочно приводить станок в порядок, иначе получится заколдованный круг. Пила плохо пилит, волнит, испытывает сильные напряжения, быстро возвращается к заточнику, у него растет объем работ. Вместо трех-пяти ленточных пил в день, ему надо делать 10 - 15. Пилы мало пилят и быстро рвутся. В итоге из-за одной неверной операции в убытке все: хозяин теряет деньги на пилах, заточник не справляется с объемом работ, рамщик не может нормально работать.
Теперь вы знаете, как правильно подготовить ленточную пилу к работе. Важно помнить, что пилорама приобретается для получения прибыли. Поэтому на любую пилораму необходимо ежедневно качественно готовить пилы. Распиливание пиловочника ленточными пилами действительно может дать очень хороший доход, если все делать грамотно. Следующие статьи будут посвящены настройкам самой пилорамы и тому, как привить своим рабочим навык выпускать только качественный пиломатериал с максимальным выходом продукции.
Важнейшим фактором успешности бизнеса по лесопилению является то, какие пилы используются на производстве. Имеет значение и размер пилы, и материал, из которого она сделана, и технология, по которой произведена.
Но даже использование пил оптимального размера, произведенных по самым современным стандартам, не позволит вам получить ту прибыль, на которую вы рассчитываете, если эти пилы не будут правильно заточены и разведены. Неправильный развод и заточка пилы ведут к появлению дефектов на пиломатериале, а значит, его стоимость существенно падает.
Особенно важна правильная заточка и развод пил при работе на ленточной пилораме. К сожалению, на практике многие даже путают последовательность этих процедур: сначала разводят пилу, потом затачивают. В результате развод зуба пилы «уходит», и пилу снова нужно разводить, либо, если этого не сделать, качество готовой продукции оставит желать лучшего.
Если же говорить о станках, на которых осуществляется заточка и развод пил, то здесь по-настоящему важна каждая деталь. Компания «Изумрудный лес» внесла свою лепту в разработку качественных разводных и заточных устройств.
Заточной станок производства отличают тонкие регулировки, что позволяет регулировать размер подачи с точностью до 0,1 мм. Практически все заточные станки, существующие сегодня на рынке, затачивают какой-то один определенный шаг ленточной пилы. Станок позволяет затачивать 19, 22, 25 шаг, что является его значительным преимуществом.
Еще одна отличительная особенность станка – он не дает закалки кончику зуба пилы, потому что иначе кончик зуба при вхождении в бревно отвалится, в результате на доске возникнет волна. Станок позволяет затачивать пилы до 7 м. В случае выхода из строя каких-либо электрических двигателей, механизмов, кнопок комплектующие легко можно приобрести в автомобильном магазине.
Современные ленточные пилы – прочные и при этом эластичные. Несмотря на эти несомненные достоинства, значение правильного развода пилы сложно переоценить, потому что качество развода зуба пилы напрямую влияет на качество получаемого пиломатериала.
Разводной станок имеет правильную геометрию: при установке пилы в разводной станок корень зуба находится между щечками, которые зажимают пилу. Во многих других станках, в том числе от ряда известных производителей, это условие не выполняется. Поэтому при отгибании зуба происходит отклонение как зуба, так и тела пилы. Технически правильный развод пилы подразумевает другое: толкатель упирается в 1/3 часть зуба и отгибает только его кончик.
При изготовлении разводного станка используются два прижимных упора, которые при легком надавливании на рукоятку прижимают зуб к индикаторной головке. Толкатель, не доходя до кончика зуба, показывает фактический развод на ленточной пиле. Если он недостаточен, то оператор надавливает зуб до тех пор, пока он не будет разведен до необходимого размера. Считаем очень важным обратить внимание на один момент: у зуба ленточной пилы есть такое свойство, как память металла. Из-за него под воздействием инерции зуб стремится вернуться в исходное положение. Поэтому для правильной разводки недостаточно совершить по одному нажатию на каждый зуб: необходимо несколько раз воздействовать на зуб, чтобы он запомнил свое положение. Если кто-то будет говорить вам, что достаточно по одному разу нажать на каждый зуб, знайте: вас вводят в заблуждение.
Два прижимных упора с мощными пружинами, применяемые в станке, показывают фактический развод зуба пилы, что очень удобно: не нужно бесконечно откручивать и опять подсоединять толкатель, чтобы узнать, как по факту отведен зуб пилы.
Еще одна сильная сторона разводного станка производства компании – легкость и безопасность работы оператора: развод зуба происходит не за счет нажатия оператором толкателя вперед, как в ряде аналогов, а за счет собственного веса оператора и при помощи эксцентрика. В результате, у оператора не возникает растяжений кистей рук.
Итак, качественные разводной и заточной станки – то, что, несомненно, должно быть в арсенале каждого владельца пилорамы. Но сами по себе они не гарантируют качества пиломатериала, не позволят пиле служить долго, если на производстве будут использоваться пилорамы, имеющие серьезные технические недостатки.
Например, если ролики сделаны конусом, или они стали коническими, потому что пила их подточила, то даже при правильной заточке и разводке пила начинает искать свое место в бревне. Это произойдет, потому что ролики стоят под наклоном. Если на пилораме шкивы разведены и не находятся в одной плоскости, то пила развальцовывается не четко по середине, а с боков, и тогда напряжение идет на кромку ленточного полотна. Это также уменьшает срок службы пилы.
Так что роль правильной разводки и заточки пилы, конечно, велика, но эти факторы не определяют 90% качественного пиления, как это принято считать. Просто сама пила не сможет пилить идеально ровно и долго не выходить из строя, если, например, на пилораме используется жесткое натяжение.
Если вы только начинаете свой бизнес и пока не успели ознакомиться со всеми этими нюансами, рекомендуем обратиться к тем, кто работает на рынке не первый год. Телефон центрального офиса компании «Изумрудный лес» в Новосибирске: 8 (383) 249-43-21. Обращайтесь – и мы проконсультируем вас насчет выбора оборудования, исходя из ваших потребностей и вашего бюджета.

Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Конструктивные особенности ленточных пил
- , которая обладает твердостью от 40 до 46 HRC.
- . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- .
Обратите внимание!
Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно.
Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
Профиль, зубья и угол заточки
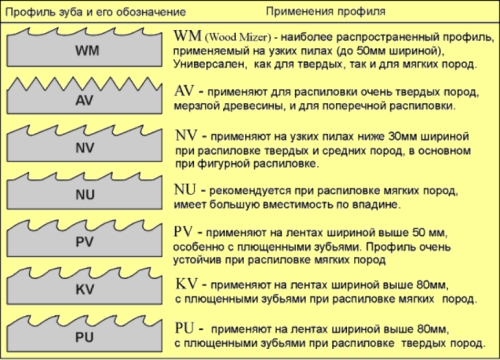
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Рекомендации по заточке
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев. Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества.
После завершения обработки рекомендуется выполнить доводку – обработать поверхность мелкозернистым наждаком. В течение этого процесса не должна измениться геометрия полотна.
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов. Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания.
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Вывод
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзен
Приспособления для развода
Развод осуществляют специальными разводными приспособлениями. Несмотря на относительную простоту операции, существует довольно большое количество конструкций устройств для развода, отличающихся уровнем функциональности.
Простое рычажное разводное устройство (модель РУ-05) представлено на рисунке ниже.
Приспособление для развода пил
Пила устанавливается в паз устройства зубом напротив щупа стрелочного индикатора, служащего для замера величины развода. С помощью передвижной шкалы стрелка индикатора устанавливается на ноль.
Развод ленточной пилы
При нажатии на разводной рычаг болт (1) давит на зуб, изгибая его и осуществляя тем самым его разводку. Стрелка индикатора показывает величину разводки. Вворачиванием или выворачиванием болта устанавливается её требуемое значение, после чего болт стопорится контргайкой (2).
Развод ленточной пилы
Развод осуществляется через один зуб, после чего полотно разворачивается, и операция повторяется в отношении остальных зубьев.
Есть и более простые устройства для развода, предназначенные для развода пил-ножовок. Хотя они не могут обеспечить высокой точности и требуют определенных физических усилий, в крайнем случае, можно воспользоваться и ими.

Обслуживание ленточных пил
Ленточная пила — основная деталь (расходник) режущей системы ленточной пилорамы. Именно от нее во многом зависит качество реза и скорость распиловки. Правильная подготовка и своевременное обслуживание пилы способствует значительно подлить срок ее службы, а так же обеспечить максимальный комфорт работы.
Признаки досрочного съема пилы с пилорамы, причины и способы их устранения:
1. При входе в бревно пила делает скачок вверх и пилит ровно практически до конца бревна, после чего падает вниз («отжим»).
Неоправданно большой передний угол. Уменьшить передний угол на несколько градусов.
2. При входе в бревно пила делает скачок вверх и идет по дуге. Также большой передний угол и недостаточный развод.
Следует уменьшить передний угол на несколько градусов и увеличить развод на 0.02-0.03 мм на сторону.
3. Пила «ныряет» вниз и идет по дуге. Здесь недостаточный передний угол и недостаточный развод одновременно.
Следует увеличить передний угол на несколько градусов и увеличить развод на 0.02-0.03 мм на сторону.
4. Пила «ныряет» вниз и затем пилит ровно.
Либо тупая пила, либо недостаточный передний угол, возможно из-за не заправленного абразивного круга. Если круг заправлен правильно, то следует увеличить передний угол на несколько градусов.
5. На доске остается слишком много опилок и они рыхлые на ощупь. Имеются характерные царапины поперек доски.
Это вызвано слишком большим разводом. Следует уменьшить развод.
6. Опилки на доске спрессованы и горячие на ощупь. Развод недостаточен.
Следует увеличить развод и уменьшить передний угол одновременно.
7. Пропил идет волной. Если пила острая, то мал развод.
Следует увеличить развод на 0.1-0.15 мм на сторону.
8. Пила покрывается трещинами сзади. Упорные ролики стоят далеко от тыльной стороны полотна пилы.
Установить ролики согласно «Руководству по обслуживанию пилорамы».
9. На новой пиле появляются трещины по впадинам зуба. Мал развод, или быстро затупилась пила по причине загрязнения бревна.
Увеличить развод; зачистить бревно.
10. На полотно пилы накатываются опилки.
Недостаточный развод. Увеличить развод на 0.1 мм.
11. Опилки накатываются на внутренней поверхности зуба, но на поверхности пилы этого не происходит.
Это обусловлено плохим качеством заточки — слишком большой съем металла и, как результат, плохое качество поверхности во впадине зуба. Если заточка качественная, то большой передний угол. Сдать на переточку.
12. Не новое, переточенное полотно пилы покрывается трещинами на впадинах зубьев. Большой съем металла за один проход, перекал поверхности зуба (засинение), либо форма зуба не соответствует эталону.
Отформовать зубья и сточить засинение. Тщательно проводить доводку зубьев.
13. «Засинение» поверхности зуба при заточке. Слишком большой съем металла, либо засален абразивный круг.
Уменьшить подачу, а также отформовать или зачистить абразивный круг.
Развод и заточка ленточной пилы
Важнейшим фактором успешности бизнеса по лесопилению является то, какие пилы используются на производстве. Имеет значение и размер пилы, и материал, из которого она сделана, и технология, по которой произведена.
Но даже использование пил оптимального размера, произведенных по самым современным стандартам, не позволит вам получить ту прибыль, на которую вы рассчитываете, если эти пилы не будут правильно заточены и разведены. Неправильный развод и заточка пилы ведут к появлению дефектов на пиломатериале, а значит, его стоимость существенно падает.
Особенно важна правильная заточка и развод пил при работе на ленточной пилораме. К сожалению, на практике многие даже путают последовательность этих процедур: сначала разводят пилу, потом затачивают. В результате развод зуба пилы «уходит», и пилу снова нужно разводить, либо, если этого не сделать, качество готовой продукции оставит желать лучшего.
Если же говорить о станках, на которых осуществляется заточка и развод пил, то здесь по-настоящему важна каждая деталь. Компания «Изумрудный лес» внесла свою лепту в разработку качественных разводных и заточных устройств.
Заточной станокЗаточной станок производства отличают тонкие регулировки, что позволяет регулировать размер подачи с точностью до 0,1 мм. Практически все заточные станки, существующие сегодня на рынке, затачивают какой-то один определенный шаг ленточной пилы. Станок позволяет затачивать 19, 22, 25 шаг, что является его значительным преимуществом.
Еще одна отличительная особенность станка – он не дает закалки кончику зуба пилы, потому что иначе кончик зуба при вхождении в бревно отвалится, в результате на доске возникнет волна. Станок позволяет затачивать пилы до 7 м. В случае выхода из строя каких-либо электрических двигателей, механизмов, кнопок комплектующие легко можно приобрести в автомобильном магазине.
Современные ленточные пилы – прочные и при этом эластичные. Несмотря на эти несомненные достоинства, значение правильного развода пилы сложно переоценить, потому что качество развода зуба пилы напрямую влияет на качество получаемого пиломатериала.

Разводной станок имеет правильную геометрию: при установке пилы в разводной станок корень зуба находится между щечками, которые зажимают пилу. Во многих других станках, в том числе от ряда известных производителей, это условие не выполняется. Поэтому при отгибании зуба происходит отклонение как зуба, так и тела пилы. Технически правильный развод пилы подразумевает другое: толкатель упирается в 1/3 часть зуба и отгибает только его кончик.
При изготовлении разводного станка используются два прижимных упора, которые при легком надавливании на рукоятку прижимают зуб к индикаторной головке. Толкатель, не доходя до кончика зуба, показывает фактический развод на ленточной пиле. Если он недостаточен, то оператор надавливает зуб до тех пор, пока он не будет разведен до необходимого размера. Считаем очень важным обратить внимание на один момент: у зуба ленточной пилы есть такое свойство, как память металла. Из-за него под воздействием инерции зуб стремится вернуться в исходное положение. Поэтому для правильной разводки недостаточно совершить по одному нажатию на каждый зуб: необходимо несколько раз воздействовать на зуб, чтобы он запомнил свое положение. Если кто-то будет говорить вам, что достаточно по одному разу нажать на каждый зуб, знайте: вас вводят в заблуждение.
Два прижимных упора с мощными пружинами, применяемые в станке, показывают фактический развод зуба пилы, что очень удобно: не нужно бесконечно откручивать и опять подсоединять толкатель, чтобы узнать, как по факту отведен зуб пилы.
Разводной станокЕще одна сильная сторона разводного станка производства компании – легкость и безопасность работы оператора: развод зуба происходит не за счет нажатия оператором толкателя вперед, как в ряде аналогов, а за счет собственного веса оператора и при помощи эксцентрика. В результате, у оператора не возникает растяжений кистей рук.
Итак, качественные разводной и заточной станки – то, что, несомненно, должно быть в арсенале каждого владельца пилорамы. Но сами по себе они не гарантируют качества пиломатериала, не позволят пиле служить долго, если на производстве будут использоваться пилорамы, имеющие серьезные технические недостатки.
Например, если ролики сделаны конусом, или они стали коническими, потому что пила их подточила, то даже при правильной заточке и разводке пила начинает искать свое место в бревне. Это произойдет, потому что ролики стоят под наклоном. Если на пилораме шкивы разведены и не находятся в одной плоскости, то пила развальцовывается не четко по середине, а с боков, и тогда напряжение идет на кромку ленточного полотна. Это также уменьшает срок службы пилы.
Так что роль правильной разводки и заточки пилы, конечно, велика, но эти факторы не определяют 90% качественного пиления, как это принято считать. Просто сама пила не сможет пилить идеально ровно и долго не выходить из строя, если, например, на пилораме используется жесткое натяжение.
Если вы только начинаете свой бизнес и пока не успели ознакомиться со всеми этими нюансами, рекомендуем обратиться к тем, кто работает на рынке не первый год. Телефон центрального офиса компании «Изумрудный лес» в Новосибирске: 8-800-555-35-15 (звонок бесплатный). Обращайтесь – и мы проконсультируем вас насчет выбора оборудования, исходя из ваших потребностей и вашего бюджета.
Приспособление для развода зубьев
Для насекания зубьев с шагом 0,5 мм храповое колесо заменяют. Сменную матрицу 11 прикрепляют к корпусу 1 винтами 12 и устанавливают с помощью упора 13. При установке новой ленты верхний валик отводят от 
нижнего специальным рычагом. При 116 ход/мин ползуна и шаге зубьев 6 мм приспособление за 1 ч насекает зубья на ленте длиной 41,76 м. Для производительной работы ленточных пил большое значение имеет правильный развод зубьев. Для развода зубьев ленточных пил применяют приспособление, схема действия которого представлена на 14 [8]. Приспособление приводится в действие вращением маховика 1, закрепленного на коленчатом валу 2. На последнем свободно расположены кольца-подшипники, в которых на резьбе закреплены изогнутые рычаги 3 и 4.
При вращении маховика они получают возвратно-поступательное движение. На конце рычага 3 установлен угольник со свободно висящей собачкой 5. При движении рычага 3 вправо собачка упирается в зуб полотна пилы 6. При одном повороте маховика пила продвигается на два зуба. Собачка с угольником скреплены шарнирпо, поэтому при обратном движении рычага собачка поднимается и скользит по зубьям пилы. Рычаги 4 являются элементами механизма развода зубьев (второй рычаг находится с обратной стороны корпуса). Рычаги 4 шарнирно соединены с кривошипной осью кулачка 7. Рычаги возвращаются в исходное положение пружинами 8. При вращении маховика рычаги 4 поворачивают кулачки 7, которые толкают пуансоны 9 навстречу друг другу. Два соседних зуба пилы отгибаются в разные стороны (разводятся). Пружины 8 возвращают кулачки 7 и пуансоны 9 в исходное положение.
Угол развода зубьев регулируют гайками 10 и с помощью заглубления резьбового конца рычагов в кольца на коленчатом валу. Угол развода зубьев 15° в обе стороны. Величина подачи собачки 5 регулируется гайкой 11. Механизм установки и закрепления ленточной пилы имеет две плиты, составляющие корпус приспособления, и находящийся между ними клин 12. Клин перемещается в корпусе, и зубья разводимой пилы всегда выступают над корпусом на определенную величину.
На Волгоградском тракторном заводе используют приспособление для разводки зубьев ленточных пил. Приспособление работает от ручного привода и состоит из двух дисков с буртиками, на которые устанавливается ленточная пила. Один из дисков подвижен для натяга пилы. Развод осуществляется двумя кулачками при помощи собачки, рычажка с роликом, копиров, рукоятки и рычагов.

Для вырубки и развода зубьев ленточных пил применяют автомат [54 ]. Прорезка зубьев производится на стальной ленте любой длины, которая далее разрезается на мерные ленты. При восстановлении ленточных пил на них вновь нарезают зубья. Автомат может быть установлен на отдельной станине, столе или верстаке; его габаритные размеры 380x320x250 мм, масса 16 кг; он оснащен электродвигателем мощностью 0,37 кВт, с частотой вращения вала 1400 об/мин.

На плите 1 автомата ( 15) установлены два кронштейна 2 и опорная планка 3. К одному кронштейну прикреплены опоры 4, в которых установлены червяк 5, несущий на себе шарикоподшипники, и ведомый шкив маховика 6. На другом кронштейне смонтирован эксцентрик 7 толкателя 8 подающего механизма и зубчатого колеса 9. Подающий механизм состоит из трех опор 10—12, на которых помещены червячная пара 13 и 14, ведущий ролик 15 для подачи заготовки ленты, нажимной ролик 16, рычаг 17 нажимного ролика и винт 18, регулирующий степень нажатия нажимного ролика. Для передвижения заготовки на шаг пилы на червяк 5 насажен сменный храповик 19. На валу 20 установлены ведущее зубчатое колесо 21, находящееся в зацеплении с зубчатым колесом эксцентрика толкателя подающего механизма, кулачковые диски 22—25, промежуточные втулки 26 и 27 и червячное колесо 28. На опорной планке 3 установлен комбинированный штамп ( 16); один из штампов служит для вырубки зубьев, а другой — для развода; штампы монтируют на плите 1 между двумя стойками 2 и 3. На основании плиты 1 вместе с матрицей вырубного штампа установлены две планки 4 и 5. Между матрицей вырубного штампа и направляющей планкой 6 имеется планка 7 зажимного устройства. Устройство кинематически связано с пуансоном вырубного штампа при помощи двух валиков 8 и 9 направляющих планок 10 и 11, между которыми вставлены пружина 12 и толкающая головка. На планку 11 надевается резиновое кольцо 14 и металлическое кольцо 15, при помощи которого лента прижимается во время вырубки зубьев. Для бокового прижима ленты в отверстии планки 4 смонтировано прижимное устройство. Оно состоит из фиксатора 16, прижимной планки 17 и пружины 18. Толкающая головка служит направляющей втулкой, в которую вставлена пружина 19. Ленту закрепляют гайкой 13. Гайка 20 толкающей головки опирается на металлическое кольцо 15 резинового кольца 14. Для освобождения ленты после вырубки и перемещения ее на новый участок служит пружина 12, которая возвращает зажимное устройство в первоначальное положение. Толкающая головка пуансона во время работы скользит по бронзовой втулке 21, запрессованной в планку стоек 2 и 3. В зависимости от силы зажима ленты она выступает над планкой на ту или иную величину. Штамп для развода зубьев не имеет зажимного устройства.
Пуансон 22 одним концом вставлен в толкающую головку 23, а другим — в планку 24. Его положение регулируется гайкой 25. Между гайкой 25 и направляющей втулкой 26 установлена пружина 27. Толкающая головка пуансона скользит по направляющей втулке 28, запрессованной в планку 29. Комбинированный штамп устанавливают на плиту и закрывают кожухом.
Для утолщения зубьев ленточных пил применяют аппарат «DIXA» (ПНР). Расстояние между зубьями, подвергающимися утолщению, 17 мм, минимальная высота зуба 9 мм, максимальная толщина пилы 3 мм. Для бокового профилирования, выравнивания и шлифования расплющенных зубьев ленточных пил используют станок DHCA-20 (ПНР).
Читайте также:
- Проницаемость эмали зуба факторы на нее влияющие
- Какой гигиенический индекс используется для выявления толщины зубной бляшки без окрашивания зондом
- Плакоидная чешуя и зубы
- Прыщи во рту при прорезывании зубов
- Какими кривыми очерчен рабочий профиль зуба в передаче с зацеплением новикова