
Какими геометрическими параметрами характеризуется зуб напильника
Опубликовано: 26.04.2024
Обработка дерева и металла

Напильники, их конструкция и классификация
Напильники, их конструкция и классификация
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих мелкие и острые зубья. Этими зубьями напильник срезает небольшой слой металла в виде стружки.
Конструкция напильников. Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является насекание их на специальных станках.
Насечки на поверхности напильника образуют зубья. Чем меньше насечек на 10 мм длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (однорядной) и двойной (перекрестной), а также рашпильной насечками.
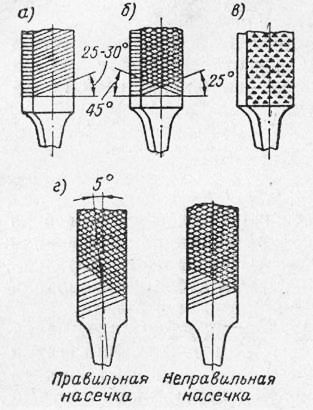
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяют для обработки цветных металлов, целлулоида, дереза и др. Одинарная насечка наносится под углом 25—30° по отношению к линии, перпендикулярной к оси напильника.
В напильниках с двойной насечкой сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее — верхнюю неглубокую насечку, называемую вспомогательной; она разрубает основную на большое число отдельных зубьев. Вспомогательная насечка имеет направление справа налево вверх, а основная, образующая профиль зуба,— слева направо вверх, если смотреть на насечку напильника от хвостовика к носку. Перекрестная насечка размельчает стружку, что облегчает работу. У напильников с двойной (перекрестной) насечкой основная насечка обычно выполняется под утлом наклона 25°, а вспомогательная— под углом наклона 45°.
Шаг (расстояние) между двумя соседними зубьями на основной насечке больше, чем на вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника, и при его движении следы зубьев частично перекрывают друг друга. Поэтому на обработанной поверхности уменьшается шероховатость, и она получается относительно чистой и гладкой.
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.), так как в этом случае снимается крупная стружка, что требует и крупных зубьев. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
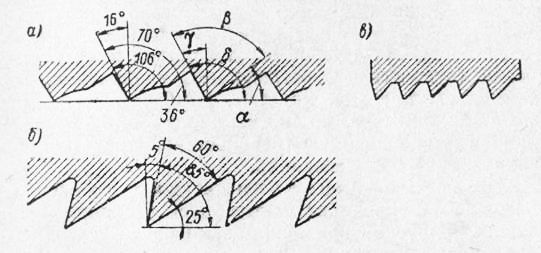
Независимо от способа выполнения насечки зубья на поверхности напильника имеют форму клина с углом заострения р, задним углом а, передним углом у и углом резания б.
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Он устанавливается в пределах от +10 до —16°. Угол заострения р образуется между передней и задней поверхностями зуба напильника. Задним углом называется угол, образуюшийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 6 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
В практике слесарной обработки установлены следующие значения углов зубьев напильника:
1) для напильников с насеченными зубьями у отрицательный до —16°, р = 70°, а=36°, 6=106°;
2) для напильников с фрезерованными или шлифованными зубьями (рис. 95,6) у =2+10°, р = 60-7-65°, а=20-т-25о, 6 = 80-90°;
3) для напильников с зубьями, полученными протягиванием (рис. 95,в), 5°, Р=55°, а = 40°, 6=95°. Протянутый зуб имеет впадину с плоским дном. Напильники с зубьями, полученными протягиванием, лучше врезаются в обрабатываемый металл, что способствует повышению производительности труда. Кроме того, эти напильники более стойки в работе и не забиваются стружкой.
Классификация напильников. Напильники различаются по числу насечек (величине зубьев), профилю сечения и длине.
По количеству зубьев, насеченных на 10 мм длины, напильники делятся на 6 классов (0, 1, 2, 3, 4, 5).
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные —общего назначения и для специальных работ, машинные, надфили и рашпили.
Слесарные напильники общего назначения по ГОСТ у 1465-69 изготовляются восьми типов: плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые, круглые, ромбические и ножовочные длиной от 100 до 400 мм с насечкой № 0—5. Напильники имеют двойную (перекрестную) насечку, образованную способом насекания.
Слесарные напильники для специальных работ предназначаются для удаления весьма больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов, неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.
Машинные напильники по своей конструкции подразделяются на стержневые, дисковые, фасонные головки и пластинчатые. В процессе работы стержневым напильникам сообщается возвратно-поступательное движение, дисковым напильникам и фасонным головкам — вращательное, а пластинчатым — непрерывное движение вместе с непрерывно движущейся металлической лентой.
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев.
Надфили (мелкие напильники) согласно ГОСТ у 1513-67 изготовляются десяти типов: плоские, трехгранные, квадратные, полукруглые, круглые, овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 5 номеров. Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку.
Надфили применяются для опиливания неоольших поверхностей и узких мест, недоступных для обработки слесарными напильниками.
Кроме указанных в практике слесарной обработки применяются напильники, которые крепятся в специальных приспособлениях.
Каждому способу опиливания соответствует определенная геометрия зубьев напильника. Геометрия зуба насечных напильников характеризуется следующими углами (рис. 38 б): угол резания δα = 106°, задний угол α = 36°, угол заострения β = 70°, передний угол ƴ отрицательный до 12—15°. Величина переднего угла по ГОСТ 1465—59 установлена до —12° для напильников с насечкой № 0, 1 и 2 и до — 15° для напильников с насечкой № 3, 4 и 5.
Геометрия зубьев напильников, изготовляемых фрезерованием и шлифованием, характеризуется следующими углами: резания δ =80—88°, задним α =20—25°, заострения β=60—63°, передним γ от + 2 до —10°. По назначению напильники разделяются на две группы: слесарные общего назначения, предназначенные для выполнения различных слесарных работ по металлу; и специальные, предназначенные для выполнения различных работ по металлу и неметаллическим материалам. Специальные напильники подразделяются на ручные и машинные.
Напильники изготовляют с насечкой следующих типов: с простой, или одинарной (рис. 38,в); с перекрестной, или двойной (рис. 38,г); с точечной, или рашпильной (рис. 38, д); с дуговой (рис. 38, е). Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.

Рис. 38. Напильники:
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 38,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
Виды насечек напильников
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
У напильников различают носок 1, ребро 2, грань S с насечкой, пяту 4, хвостовик 5, рукоятку б (рис. 123).

Рис. 123. Напильник:
1 — носок, 2 — ребро, 3 — грань, 4 — пята. 5 — хвостовик. 6 — рукоятка
Напильники изготовляют из стали марок У12, У12А, У13, У13А, ШХ6, ШХ9 и ШХ15 с длиной насеченной части 100; 125; 160; 200; 250; 315; 400 мм.
Виды насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках при помощи специального зубила, на фрезерных станках— фрезами, на шлифовальных станках — специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках — протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба.
Каждый зуб имеет задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 124) .

Рис. 124. Геометрия зубьев иапильиика
Наилучшие результаты при опиливании достигаются при следующих значениях углов напильника:
- для напильника с насеченными зубьями: α = 20—30° , β = 60—70°, γ = 0—15°, δ = 90—115°, т. е. угол резания больше 90°, передний угол отрицательный; в результате этого зуб соскабливает с заготовки тонкую стружку;
- для напильников с фрезерованными и шлифованными зубьями: α = 20-25°, β = 60-65°, γ=2-10°, δ = 80-88°;
- для напильников, зубья у которых получают протягиванием: α = 40°, β = 55°, γ =5°. δ = 90°. Протянутый зуб имеет впадину с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, что значительно повышает производительность труда. Кроме того, напильники с такими зубьями более стойки, так как зубья не забиваются стружкой.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники с одинарной, или простой, насечкой (рис. 125, а), с двойной, или перекрестной (рис. 125, б), с рашпильной (рис. 125, в) и дуговой (рис. 125, г).

Рис. 125. Виды насечек напильников:
а — одинарная, б — двойная, в — рашпильная, г — дуговая
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких материалов (латуни, цинка, баббита, свинца, алюминия, бронзы, меди и т. п.) с незначительным сопротивлением резанию. Кроме того, эти напильники используют для заточки пил, ножей, а также для обработки дерева и пробки. Одинарная насечка наносится под углом 70—80° к оси напильника.
Напильники с двойной насечкой применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию. Практикой установлено, что наибольшую производительность при наименьшем сопротивлении обеспечивают напильники с насечками, образующими угол 125—130°.
В напильниках с двойной насечкой одна насечка называется нижней, или основной, а другая — верхней, или вспомогательной. Нижняя насечка делается под углом 55°, а верхняя — под углом 70—80° к оси напильника.
Рашпильная насечка выполнена в виде расположенных в шахматном порядке пирамидальных выступов и канавок, образующих сравнительно крупные и редкие зубья. Напильники с такой насечкой применяются для опиливания баббита, свинца, цинка, а также кожи, дерева, каучука, резины, кости и т. п. Эти напильники изготовляют из стали У7, У10, У12.
Напильники с дуговой насечкой (фрезерованные) имеют большую стойкость, так как изнашиваются по всей длине равномерно.
Расстояние между соседними зубьями насечки называется шагом. У основной насечки шаг больше, чем у вспомогательной..
Имеются также напильники, у которых шаг верхней насечки изменяется неравномерно, постепенно увеличиваясь или уменьшаясь.
Вследствие различной величины шага насечки отдельные зубья будут снимать крупную или мелкую стружку, благодаря чему напильник работает более равномерно. Поверхность заготовки какого бы размера она ни была, обрабатывается таким напильником значительно лучше.
По характеру выполнения работ напильники делят на пять групп: 1) слесарные общего назначения, 2) надфили, 3) рашпили, 4) специальные, 5) машинные.
Слесарные напильники общего назначения. В зависимости от величины зуба, насечки и числа зубьев, приходящихся на 1 см длины, эти напильники изготовляют с насечкой шести номеров: 0; 1; 2; 3; 4; 5: № 0 — драчевые напильники, у которых на 1 см длины приходится 5—13 зубьев (крупная насечка); № 1 — личные напильники, у которых на 1 см длины приходится 13—25 зубьев (средняя насечка); № 2; 3; 4; 5 — бархатные напильники с числом зубьев на 1 см длины 25—80 (самая мелкая насечка).
Драчевые напильники №0 применяют при грубой обработке, когда требуется снять большой слой материала (не менее 0,25 мм). Припуск, подлежащий снятию драчевым напильником, зависит от характера обрабатываемой поверхности и равен 0,5—1,0 мм. Напильник с драчевой насечкой за один ход снимает слой толщиной 0,05—0,1 мм и дает точность обработки 0,1—0,15 мм.
Личные напильники № 1 применяют после того, как основной слой материала уже снят драчевым напильником. Для обработки личным напильником обычно оставляется припуск не более 0,15—0,35 мм. Личной напильник снимает слой толщиной 0,02— 0,08 мм, при этом достигается довольно высокая точность обработки — 0,025—0,05 мм.
Бархатные напильники №2;3;4;5 применяют только для самой точной отделки, подгонки, доводки деталей и шлифования поверхностей. Эти напильники снимают очень небольшой слой металла толщиной 0,0025—0,05 мм и дают высокую точность обработки — 0,01—0,05 мм.
В зависимости от формы обрабатываемой детали применяются напильники различных профилей.
Плоские тупоносые и остроносые напильники (рис. 126, а) применяются для опиливания наружных или внутренних плоских поверхностей. У тупоносого напильника только одно ребро имеет насечку, это позволяет опиливать одну плоскость и не портить другую, сопряженную с ней под углом 90°.

Рис. 126. Формы сечеиия напильников:
а — плоские, б — квадратные, в — трехгранные, г — полукруглые, д — круглые, е — ромбические, ж — ножовочные
Квадратные напильники (рис. 126. б) используют для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей.
Трехгранные напильники (рис. 126, в) служат для опиливания острых углов, как с внешней стороны детали, так и в пазах, отверстиях и канавках.
Полукруглые напильники (рис. 126, г) применяются для выпиливания закруглений в углах, пазах сложного профиля, а также углов менее 60°. Плоской стороной опиливают поверхности, а полукруглой — вогнутые (полукруглые выемки).
Круглые напильники (рис. 126, з) используются для распиливания круглых или овальных отверстий и вогнутых поверхностей.
Ромбические напильники (рис. 126, е) применяются для опиливания зубьев шестерен, зубчатых дисков и звездочек, а также для зачистки заусенцев с зубьев этих деталей после обработки их на станках.
Ножовочные напильники (рис. 126, ж) служат для опиливания внутренних углов, зубьев шестерен, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях.
Рашпили. Применяются для опиливания дерева, кожи, кости и других мягких материалов. Крупные зубья и вместительные канавки рашпиля позволяют опиливать мягкие металлы и сплавы — свинец, цинк, баббит и т. п.
По ГОСТ 6876—54 рашпили изготовляются из стали марок У7, У10, У12.
Рашпили общего назначения выпускают четырех видов — плоские, тупоносые и остроносые, круглые и полукруглые. Длина рашпилей 250 и 350 мм.
Надфили. Небольшие напильники называют надфилями, их применяют для выпиливания отверстий небольших размеров, обработки пазов и других небольших и точных поверхностей, недоступных для обработки слесарными напильниками. Надфили имеют насечку на 1/2 или 1/3 своей длины и в зависимости от числа насечек на 1 пог. см разделяются на шесть классов: 1-й класс — драчевые, 2-й класс — личные, 3—6-й классы — бархатные. Длина надфиля 120; 160 мм, а длина нарезанной части 40; 60; 80 мм.
По форме сечения различают надфили (рис. 127) круглые, полукруглые, плоские остроносые, овальные, ножовочные, квадратные, трехгранные обыкновенные, плоские тупоносые, трехгранные односторонние, пазовые, ромбовидные (ГОСТ 1513—53).

Рис. 127. Надфили:
а — круглые, б — полукруглые, в — плоские остроносые, г — овальные, д — ножовочные, е — квадратные, ж — трехграииые обыкновенные, з — плоские тупоносые, и — трехграииые односторонние, к — пазовые, л — ромбовидные
Надфили изготовляются из стальной проволоки марки У13А, У13, У12 и У12А диаметром 2; 2,5; 3,5 мм. Длина надфилей — 120 и 160 мм.
Машинные напильники. Значительный объем опиловочных работ в сборочных, ремонтных и инструментальных цехах выполняются опиловочными станками и машинками. Некоторые конструкции опиловочных станков и машинок описаны в § 5 настоящей главы. По конструкции машинные напильники подразделяются на стержневые, дисковые, пластинчатые и фасонные головки.
Стержневые напильники (рис. 128, а) на станках получают возвратно-поступательное движение. Для крепления в станке они имеют два хвостовика или один хвостовик и конус.

Рис. 128. Машинные напильники:
а — стержневые, б — дисковые, в — фасонные
Дисковые напильники (рис. 128,б) применяются для зачистки отливок, поковок, снятия заусенцев. В станке они крепятся с помощью оправок и получают вращательное движение. Диск изготовляют диаметром 150—200 мм и толщиной 10—20 мм. Зубья фрезерованные или насеченные.
Пластинчатые напильники представляют собой бруски прямоугольного, овального или полукруглого сечения. Они предназначаются для станков с гибким валом, с непрерывно движущейся лентой, к которой они крепятся заклепками.
Фасонные головки (рис. 128, е) применяют для опиливания и зачистки криволинейных отверстий, пазов, фасонных углублений, а также снятия заусенцев. Они изготовляются цельными (с хвостовиком) и насадными и крепятся на конце гибкого валика опиловочного станка.
Специальные напильники. Для обработки фасонных поверхностей и труднодоступных мест, например крупных колец, впадин овальной формы, ручьев штампа, прерывистых поверхностей и т. п., используют специальные напильники, изготовляемые по заводским нормалям. Насечка, форма и размеры таких напильников очень разнообразны.
Производительность труда специальными напильниками выше в 1,5—2 раза по сравнению с обработкой обычными напильниками.
Насадка рукояток напильников. Для того чтобы удобнее держать напильник при работе, на его хвостовик насаживают деревянную рукоятку, изготовленную из клена, ясеня, березы, липы или прессованной бумаги.
Поверхность рукоятки должна быть гладкой, отполированной. Длина рукоятки должна соответствовать величине напильника. Размеры рукояток приводятся в справочниках.
Диаметр отверстия рукоятки не должен быть больше ширины средней части хвоста напильника, а глубина отверстия должна соответствовать длине хвоста. Отверстие для напильника просверливают или выжигают, а чтобы рукоятка не раскалывалась, на ее конец насаживают стальное кольцо.
Чтобы насадить напильник, хвостовик его вставляют в отверстие рукоятки, и правой рукой не очень сильно ударяют головкой рукоятки о верстак (рис. 129, а). Чтобы снять рукоятку с напильника, левой рукой крепко обхватывают рукоятку, а правой рукой молотком наносят два-три несильных удара по верхнему краю кольца (рис. 129, б), после чего напильник легко выходит из отверстия.

Рис. 129. Насадка рукоятки напильника (а), снятие рукоятки (б)
Запрещается работать напильником с треснувшей рукояткой, обмотанной проволокой, хвостовик может выйти из рукоятки и ранить руку рабочего.
Безопасны в работе напильники с рукояткой, навинчиваемой на хвостовик (рис. 130). Конструкция такого напильника допускает использование сменных полотен, имеющих на двух сторонах различные насечки и допускающие быструю смену их.

Рис. 130. Напильник со сменными полотнами и навинчивающейся рукояткой
Правила обращения с напильниками. Под действием снимаемой стружки зубья напильника выкрашиваются, стираются, кроме того, между зубьями напильника набивается мелкая стружка (опилки) и инструмент теряет свою режущую способность.
Напильники могут преждевременно износиться и вследствие небрежного обращения.
Для предохранения напильника от забивания стружкой при опиливании мягких и вязких металлов рекомендуется натирать напильник мелом, а при опиливании алюминия — стеарином.
Нужно предохранять напильники даже от незначительных ударов, которые могут повредить зубья. Хранить напильники следует на деревянных подставках и при этом следить, чтобы они не соприкасались между собой и не покрывались коррозией.
Быстрый износ зубьев напильника вызывает опиливание чугунных заготовок, по корке или поковок с окалиной. Перед опиливанием корку или окалину необходимо срубить зубилом.
Надо также следить за тем, чтобы на напильники не попадало масло, оно снижает режущую способность напильника. По этой же причине нельзя допускать попадания на них грязи и пыли, особенно абразивной. Не следует протирать напильник и опиливаемую поверхность рукой.
Новый драчевый напильник следует сначала использовать для опиливания мягких материалов (бронзы, меди, латуни) и только после этого обрабатывать твердые материалы (чугун и сталь). Это увеличит срок службы напильника.
Опытные слесари пользуются одной стороной напильника, а второй опиливают лишь после затупления первой.
Зубья напильника очищают стальными кордовыми щетками (рис. 131, а), при отсутствии их используют скребки из алюминия, латуни или другого мягкого металла (рис. 131, б).

Рис. 131. Очистка напильников:
а — кордовыми щетками, б — скребками из мягкого металла
Твердая стальная или медная проволока для этой цели не годится, так как стальная портит насечку, а медная — омедняет зубья.
Напильники, забитые опилками дерева, эбонита, резины, фибры, пластмасс, очищают скребками из стальной или латунной проволоки с расплющенным концом или погружают на 15— 20 мин в горячую воду, а затем очищают кордовой щеткой. Очистку производят вдоль насечек. Личные напильники рекомендуется очищать скребками, а не кордовыми щетками.
Очистка замасленных (засаленных) напильников производится натиранием куском твердого березового угля вдоль рядов насечки, а затем металлической щеткой.
Выбор напильников. Приступая к работе, слесарь должен выбрать тип напильника, подобрать его длину и номер насечки.
Тип напильника определяется формой обрабатываемой заготовки или изделия. Для опиливания плоских поверхностей выбирают плоские напильники; для опиливания пазов прямоугольного сечения — квадратные; для обработки внешних углов— плоские; для внутренних углов 90°—плоские, квадратные; для углов свыше 60° — трехгранные.
Выбор длины напильника сообразуют с величиной обрабатываемой поверхности. При опиливании следует использовать всю рабочую поверхность напильника.
Часто при выборе напильников руководствуются следующим: длина напильника должна быть на 150 мм больше длины обрабатываемой поверхности; например, при размере опиливаемой поверхности не более 50 мм применяют напильники длиной 200—250 мм, для поверхности 50—100 мм — напильники длиной 250—300 мм. Для доводки и опиливания тонких пластин необходимо брать короткие напильники (100—160 мм), так как насечка у них мельче. Если нужно снять большой припуск, выбирают напильник длиной 300—400 мм. У них насечка крупнее и обработка будет осуществляться значительно быстрее.
По номеру насечки выбирают напильник в зависимости от величины снимаемого припуска.
Для черновой обработки используют напильники с насечкой № 0 и 1, для чистовой — № 2, для окончательного опиливания, отделки и доводки — № 3; 4 и 5.
Личным напильником нельзя опиливать мягкие металлы (медь, олово и т. п.), так как стружка быстро забивается в канавки между зубьями и напильник не снимает стружку, а скользит но поверхности.
Не следует использовать личный напильник для снятия большого припуска. Это потребует значительного времени для обработки. Изготовление личных напильников дороже драчевых.
Несмотря на обилие электрического инструмента, который пришел на смену ручному, существуют такие виды, которые не подверглись каким-либо серьезным изменениям за многие сотни лет эксплуатации и до сих пор с их помощью производят множество технологических операций. Один из таких инструментов – это напильник.
Количество их видов с трудом поддаются подсчету, и тем более сложно сосчитать количество операций, которые можно выполнять с его помощью.

Что такое напильник и для чего предназначен
Инструмент, который предназначенный для снятия слоя металла с заготовки, называют напильником. Он представляет собой металлическую полосу, на которую нанесена так называемая насечка. Она представляет собой режущие зубья, выполненные по определенным правилам, описанным в ГОСТ 1465-80.
Для управления им используют ручку, насаживаемую на специально сформированный хвостовик. Для изготовления применяют несколько марок сталей. Как правило, это сталь, содержащая 1,1 – 1,25% углерода. Марка стали может быть ШХ15 или У10А, последняя сталь относится к нелегированным улучшенным.
Одно из главных требований, предъявляемых к нему – это высокая твердость. Именно поэтому после проведения термической обработки его не подвергают отпуску. В рабочем состоянии поверхность имеет твердость 54-58 HRC.
Ручка, с помощью которой выполняется управление, может быть деревянной, пластмассовой, металлической.

Набор напильников с деревянными ручками
Их производят разной формы, длины и с разными параметрами режущих зубов.
Надо отметить, что обилие этого изделия позволяет выполнять множество видов работ, в частности с его помощью можно удалять загрязнения разного вида, выполнять шлифование плоскостей заготовок, удалять облой, литники. С применением этих изделий специальных форм можно выполнять заточку пильных цепей, обработку зубчатого зацепления.
Надо отметить, что его можно встретить практически в любом доме, гараже и конечно на производстве.
Классификация напильников по форме сечения
Детали, которые обрабатывают с его помощью, могут иметь разную форму. Это могут быть листы, профиль и пр. Именно поэтому для производительной работы производители выпускают изделия разной формы и геометрических размеров. Один из вариантов классификации – по форме сечения. Предприятия изготовители выпускают на рынок изделия со следующих видов:
- плоские;
- квадратные;
- круглые;
- трехгранные;
- специальные;
- овальные и некоторые другие.

Напильник трехгранный

Напильник по металлу квадратный

Напильник круглый
Кроме того, что изделия различают по форме сечения, они имеют разную длину и форму. Минимальная длина составляет 50, максимальная 500 мм. Кстати, измеряется только та часть, на которую нанесены рабочие зубья.
Существует некоторая зависимость между длиной рабочей части и размером зубьев. Чем длиннее инструмент, тем крупнее размер режущего зуба. Крупный применяют тогда, когда возникает необходимость снять большое количество металла. Но, после обработки материала инструментом с большими зубьями поверхность получается грубая, в царапинах, а о точности обработки говорить не приходится. В том случае, когда необходимо получить более качественную поверхность, то используют изделия с мелким зубом, например бархатный.

Напильник круглый бархатный
То есть обработка проводиться как минимум в два этапа с использованием разных видов напильников. На первом выполняют грубую обработку, а доведение поверхности детали выполняют доведением заготовки до требуемых параметров.
Особенности напильника
Ручные изделия этого вида, можно разделить на такие категории:
- Слесарные – можно сказать, что это инструмент широкого профиля. Его можно встретить практически на любом предприятии, мастерской, домашнем хозяйстве.
- Надфили – это изделия, имеющие небольшой размер и предназначены для обработки мелких деталей. Их широко используют граверы, ювелиры, лекальщики. Кроме того, надфили бывают, незаменимы при обработке в труднодоступных местах.
- Заточные – их применяют для заточки пильных цепей, ножовок и пр.
- Рашпили – это изделия с самым крупным зубом и их применяют для работы с неметаллическими материалами, то есть в тех случаях, когда обычный не подходит для решения поставленных производственных или бытовых задач.

Напильник слесарный квадратный
Как уже отмечалось, на рабочую поверхность наносят рабочие зубья. Она может быть одинарной или двойной. Для обработки мягких материалов применяют инструмент с дуговой насечкой.
На поверхности рашпиля изготавливают точечные зубья.
Виды насечек
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.
Второй вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.

К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Геометрические параметры насечки
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Типы напильников
Существует множество способов классификации видов напильников. Их можно разделить по форме сечения, геометрическим размерам, размерам режущего зуба.
Нередко этот инструмент часто разделяют на следующие виды:
- напильники с крупной и мелкой насечкой;
- драчевые и пр.
Форма напильников
Многовековой опыт применения этого режущего инструмента привел к тому, что производители освоили выпуск этого изделия разного вида. Например, плоского профиля, могут иметь два вида концовки – прямой и острый.
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
Применение напильников различной формы
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.

Заточка пильной цепи напильником
Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.
Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.

Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Размер зубьев
Кроме размера зуба, изделия этого класса отличаются друг от друга плотностью нарезки.
Для грубой обработки поверхности применяют изделия с крупной насечкой. Ее называют №1, на один сантиметр приходится от 5 до 15 зубцов. Его использование позволяет за один проход снять довольно толстый слой материала, особенно с мягких материалов, напильники этого вида называю драчевыми.
У напильников №2 на один сантиметр поверхности приходится от 14 до 25 канавок. Пожалуй, это самый популярный вид этого инструмента. На самом деле – этот напильник чаще всего применяют на практике.

Напильник с двойной насечкой
Действительно, с его помощью можно обрабатывать практически любые материалы. Но, существует одна тонкость, при работе с мягкими металлами или с древесиной, через довольно короткое время насечка будет забита отходами обработки. Именно поэтому необходимо очищать рабочую поверхность с помощью металлической щетки.
Изделия с насечкой от 26 до 80 канавок на 1 сантиметр применяют при окончательной обработке поверхности. После правильной обработки, на поверхности, практически не остается следов.
Твердость напильника благо или недостаток
Многие считают, что чем выше твердость стали, тем инструмент лучше. Отчасти это утверждение имеет право на существование, но оно ни каким образом не относится к напильникам по металлу.
Высокая твердость приводит к повышенной хрупкости инструмента. Те, кто часто применяют их в работе, могут подтвердить то, что этот инструмент может разрушиться при его падении на бетонный пол.
Заточка режущего инструмента при помощи напильника
К группе режущих инструментов относят резцы, фрезы, топоры, пилы и многие другие. Режим эксплуатации, материал из которого произведен режущий инструмент, определяют периодичность его заточки. Эта операция выполняется за два захода. Первая – это собственно сама заточка, вторая – это доведение режущей кромки до необходимых требований. То есть, она должна быть приведена в рабочее состояние. На режущей кромке должен быть заточен определенный угол, она должна иметь определенную форму. Эти параметры определяет материал детали.

Заточка лопаты напильником
В процессе доводки, с режущей кромки, происходит удаление заусенцев, образовавшиеся в процессе первичной заточки.
Для финишной обработки режущего инструмента применяют изделия с мелкой насечкой. Это могут быть надфили, бруски и другие абразивные материалы. Финишные операции могут выполняться как на специальном оборудовании, так и вручную.
Какую насечку выбрать
При выборе любого инструмента, в первую очередь необходимо понять какие цели должны быть достигнуты при обработке детали. Напильники чаще всего применяют для снятия слоя материала. Бесспорно, если речь идет о снятии материала в пределах 0,1 мм, то имеет смысл использовать напильники с насечкой №0 или №1.

Напильник с насечкой №3 по металлу
Для выполнения более тонких работ, например, подготовки поверхности под нанесение покрытия, можно использовать инструмент с насечкой №2 – №4.
Для выполнения работ связанных с заправкой режущей кромки, шлифовки поверхности и других, особо точных работ применяют так называемые бархатные инструменты.
Как сделать ручку напильника
Те, кто часто использует напильник в работе, рано или поздно сталкиваются с тем, что его ручка приходит в негодность и поэтому встает вопрос его замены. Бесспорно, можно пойти в хозяйственный магазин и купить готовую деталь. Но это не всегда лучшее решение. Как правило, там продают рукояти, выполненные из пластмассы или непонятных сортов древесины. Именно поэтому многие предпочитают изготавливать ручки своими руками.
Выбор материала
Практика показывает то, что для ручки оптимальным материалом можно считать такие материалы как – орех, клен. Это довольно прочные материалы, ко всему прочему они обладают привлекательной фактурой.

Но кроме материала для самой ручки потребуется подобрать клей. Для соединения составных частей инструмента целесообразно использовать клеящие составы на основании эпоксидной смолы.
Как ее сделать
Для изготовления ручки можно воспользоваться токарным станком. Если такой возможности нет, то можно вспомнить детство и выточить его с помощью ножа.
При изготовлении ручки имеет смысл выдерживать следующие размеры:
- диаметр рабочей части 25 – 30 мм;
- длина рабочей части 120 – 150 мм;
Глубина отверстия для закрепления хвостовика инструмента должна быть чуть длиннее, чем сам хвостовик.
Заключительной операцией при изготовлении ручки для напильника – это обработка ее поверхности с помощью абразивной шкурки. Это необходимо для того, что бы на ее поверхности рукоятки не осталось заусенцев, могущих впиться в руку рабочего.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности.
ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Напильники должны проходить испытания один раз в три года. Для этого необходимо использовать станок вида ТФ18-6 или его аналог.
Для испытания напильников на сцепляемость необходимо использовать бруски, выполненные из стали У8, твердость поверхности 150 – 187 по НВ.
При проведении испытаний напильник должен совершить порядка 10 000 рабочих ходов, то есть порядка 50 – 55 за одну минуту.
В приложениях ГОСТ, приведены таблицы, на основании которых делается вывод о пригодности партии инструмента к эксплуатации.
Зуб - напильник
Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является насекание их на специальных станках. [31]
Виды и основные элементы насечен, Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала. Зубья напильников получают на пилонасекательных станках с помощью специального зубила, на фрезерных станках - фрезами, на шлифовальных станках - специальными шлифовальными кругами, а также путем накатывания, протягивания на протяжных станках - протяжками и на зубонарезных станках. Каждым из указанных способов насекается свой профиль зуба. [32]
Угол наклона стола 0 или) и углы зубила т) и ф являются основными факторами, определяющими форму зуба напильника. Передний же угол зуба напильника у обусловливается углами наклона стола 6 ( или) и углом зубила т), формирующим переднюю поверхность зуба. [33]
Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания б образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки. [34]
Однако в пилонасекальных станках наклон стола не может быть выбран большим, так как иначе увеличивается горизонтальная слагающая Я и уменьшается вертикальная слагающая V от общей равнодействующей силы R удара бойка ( см. фиг. В результате этого может получиться большой сдвиг материала зуба напильника и в то же время сила V будет недостаточной для просекания впадины между зубьями. При большом наклоне стола зуб напильника получается с сильно загнутой вершиной, а впадина малой глубины. [35]
Однако в пилонасекальных станках наклон стола не может быть выбран большим, так как иначе увеличивается горизонтальная слагающая Н и уменьшается вертикальная слагающая V от общей равнодействующей силы R удара бойка ( см. фиг. В результате этого может получиться большой сдвиг материала зуба напильника и в то же время сила V будет недостаточной для просекания впадины между зубьями. При большом наклоне стола зуб напильника получается с сильно загнутой вершиной, а впадина малой глубины. [36]
Форма зуба в значительной степени зависит от состояния зубила, а также от силы удара бойка. При неправильной заточке зубила или недостаточной заправке его оселком зуб напильника сильно отгибается назад. [37]
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Угол заострения 3 образуется между передней и задней поверхностями зуба напильника . Величина заднего угла зуба напильника стандартом не регламентирована. Угол резани я б образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки. [39]
Зубья нового напильника имеют заусенцы. При опиливании твердого металла эти заусенцы отламываются; при этом выкрашиваются и зубья напильника , после чего он быстро изнашивается. Поэтому не рекомендуется употреблять новый напильник для опиливания твердых металлов; сначала им следует работать по мягкой стали и цветным металлам, и лишь когда заусенцы на зубьях сработаются, перейти к опиливанию твердых металлов. [40]
Джр е дним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. У г о л заострения р образуется между передней и задней поверхностями зуба напильника . Задним углом а называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 6 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки. [42]
Для придания детали вручную необходимой формы или пригонки ее размеров предназначены напильники ( ГОСТ 1465 - 80) длиной от 1100 до 450 мм. Номер насечки характеризуется числом основных насечек на 10 мм его длины; чем меньше номер насечки, тем крупнее зуб напильника . [43]
Для придания детали вручную необходимой формы или пригонки ее размеров предназначены напильники ( ГОСТ 1465 - 80) длиной от J100 до 450 мм. Номер насечки характеризуется числом основных насечек на 10 мм его длины; чем меньше номер насечки, тем крупнее зуб напильника . [44]
Представленный на рис. 294 случай, когда х 17 ( углу наклона каретки), имеет место при расположении насечки перпендикулярно к оси напильника. При перекрестной насечке, направленной под углом я и р, угол х у р1; где у - передний угол зуба напильника ; р - угол наклона заготовки, измеренный в плоскости, перпендикулярной к направлению насечки. [45]
Читайте также: