
Погрешность профиля зуба это
Опубликовано: 03.05.2024
| № | Нормируемые показатели точности или комплексы | Обозначение | Степени точности |
| Зубчатые колеса | |||
| Местная кинематическая погрешность колеса | 3 – 8 | ||
| Циклическая погрешность зубцовой частоты колеса | fzzr | 3 – 8 | |
| Циклическая погрешность зубчатого колеса | fzkr | 3 – 8 |
Окончание табл. 22
| № | Нормируемые показатели точности или комплексы | Обозначение | Степени точности |
| Отклонение шага зацепления и погрешность профиля зуба | fpbr ffr | 3 – 8 | |
| Отклонение шага зацепления и отклонение шага | fpbr fptr | 3 – 8 | |
| Колебание измерительного межосевого расстояния на одном зубе | 5 – 12 | ||
| Отклонение шага зацепления | fpbr | 9 – 12 | |
| Отклонение шага | fptr | 9 – 12 | |
| Зубчатые передачи | |||
| Местная кинематическая погрешность и циклическая погрешность зубцовой частоты передачи | fzzor | 3 – 8 | |
| Циклическая погрешность передачи | fzkor | 3 – 8 |
Местная кинематическая погрешность зубчатого колесаf / ir определяется наибольшей разностью между местными соседними экстремальными (минимальными и максимальными) значениями кинематической погрешности зубчатого колеса за полный оборот (рис. 9.5).
Рис. 9.5. Местная кинематическая погрешность
Циклическая погрешность зубчатого колеса fzkr – это удвоенная амплитуда гармонической составляющей кинематической погрешности зубчатого колеса FК.П.К. (рис. 9.6). Нормируется в зависимости от частоты циклов. Допуск на циклическую погрешность зубчатого колеса определяется по формуле: , где kц - частота циклов за один оборот зубчатого колеса; Fr - допуск на радиальное биение зубчатого венца той же степени точности что и fzk.
Рис. 9.6. Гармонические составляющие кинематической погрешности
Циклическая погрешность зубцовой частоты колеса fzzr – это циклическая погрешность колеса при зацеплении с измерительным колесом с частотой повторений, равной частоте входа зубьев в зацепление. У прямозубых колес зубцовая частота равна количеству зубьев, у косозубых и шевронных она зависит от коэффициента осевого перекрытия.
Погрешности fzkr и fzzr являются результатом гармонического анализа спектра кинематической погрешности колеса.
Отклонение шага fPtr – это дискретное значение кинематической погрешности зубчатого колеса при его повороте на один номинальный угловой шаг.
Отклонение шага зацепления fPbr – это разность между действительным Рд и номинальным Рн шагами зацепления (рис. 9.7,а). Действительный шаг зацепления равен кратчайшему расстоянию между двумя параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса. Его определяют в сечении, перпендикулярном к направлению зубьев в плоскости, касательной к основному цилиндру. Предельное отклонение шагов зацепления колес определяют из соотношения: ôfPbô = ôfPtôcosa = 0.94fPt.
Рис. 9.7. Погрешности шага и профиля зубьев
Погрешность профиля зуба ffr – это расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба, между которыми размещается действительный торцовый активный профиль зуба колеса (рис. 9.7,б). Предельная погрешность профиля зуба регламентируется допуском ff. Под действительным торцовым профилем зуба понимается линия пересечения действительной боковой поверхности зуба зубчатого колеса в плоскости, перпендикулярной его рабочей оси.
Допуски и посадки зубчатых передач
Общие сведения
Зубчатые колеса изготавливают с погрешностями, вызываемыми погрешностями профиля зубообрабатывающих инструментов (фрез, долбяков), неточностью их установки на станке, отклонениями размеров и формы заготовки, а также неточностью установки заготовки на станке, погрешностями в кинематических цепях станка.
Совместное действие перечисленных погрешностей приводит к кинематической погрешности колеса, отсутствию плавности его работы и нарушению прилегания поверхностей зубьев, как по длине, так и по высоте зуба.
Предельные отклонения параметров зубчатого колеса ограничены системой допусков.
Степени точности цилиндрических зубчатых колес
По точности изготовления зубчатые колеса разделяют на 12 степеней точности в порядке убывания точности: 1, 2, 3, … , 12.
Степень точности – заданный уровень допустимого несоответствия значений действительных параметров их расчетным (номинальным) значениям.
Допуски установлены для степеней точности от 3-й до 12-й.
Допуски и отклонения для степеней 1-й и 2-й не установлены – это резервные степени.
Для дифференциации точности колес в зависимости от их служебного назначения зубчатые передачи подразделяют на четыре вида - отсчетные, скоростные, силовые и общего назначения.
- к отсчетным относят передачи с высокой кинематической точностью (кинематические). Основные требования – кинематическая точность, то есть соответствие угла поворота ведущего и ведомого колес. Это часовые, индикаторные, счетно-решающие устройства, делительные механизмы, колеса координатных измерительных машин, следящих устройств и т.д.;
- к скоростным относят передачи станков, автомобилей, двигателей, турбин. Важнейшим требованием их работы является плавность и бесшумность работы при высоких частотах вращения;
- к силовым относят передачи грузоподъемных машин, тракторов, штампов, землеройных машин и экскаваторов. Основным требованием в таких передачах является полнота контакта зуба.
В соответствии с перечисленными группами передач построена система допусков на зубчатые колеса. Все показатели точности передач и колес сгруппированы в три нормы точности:

- нормы кинематической точности зубчатого колеса и передачи;
- нормы плавности работы зубчатого колеса и передачи;
- нормы контакта зубьев колеса и передачи.
Нормы кинематической точности – определяют точность передачи вращения с одного вала на другой, то есть величину полной погрешности (ошибки) угла поворота ведомого зубчатого колеса в пределах его полного оборота. Обычно выражается величиной длины дуги делительной окружности в линейных единицах измерения.
Нормы плавности – характеризуют равномерность вращения или степени плавности изменения кинематических погрешностей передачи. Выражается погрешностью по шагу при повороте на один номинальный угловой шаг.
Нормы контакта – отражают полноту прилегания поверхностей зубьев, сопряженных колес передачи. Характеризуются величиной и расположением пятна контакта сопряженной пары.
Степени точности назначают для каждого вида норм точности дифференцированно с учетом того, к какой группе относится данная передача, т.е. три вида норм могут комбинироваться и назначаться из разных степеней точности с учетом ограничений, приводимых в стандартах.
Для передач общего назначения для всех норм точности назначают, как правило, одинаковую степень точности, например 7-ю.
Критерием для выбора степени точности по норме плавности является окружная скорость:
Степени 3, 4, 5, 6 назначаются на скоростные передачи, с окружной скоростью от 10 до св.50 м/с;
Степени 7, 8, 9 назначают на средние передачи, с окружной скоростью от 2 до 10 м/с;
Степени 10,11,12 назначают на тихоходные передачи, с окружной скоростью менее 2 м/с.
Области применения различных степеней точности :
- 3 - 5 степени – для цилиндрических зубчатых колес, измерительных приборов, для делительных механизмов зуборезного инструмента;
- 3 - 6 степени – для редукторов турбин, для прецизионных станков;
- 6 - 7 степени – для авиационных двигателей (4 -7), легковые автомобили (5 - 8), металлорежущие станки (3 - 8), редукторы;
- 8 - 9 степени – грузовые автомобили, тракторы, подъемные механизмы, краны, прокатные станы, ответственные шестерни сельскохозяйственных машин;
- 10 - 12 степени – тихоходные машины, лебедки, несоответственные шестерни сельскохозяйственных машин.
Стандарт допускает комбинированные нормы из разных степеней точности.
При комбинировании степеней точности требуется, чтобы:
- нормы плавности работы были не более чем на две степени точнее или на одну степень грубее нормы кинематической точности;
- нормы контакта зубьев могут быть такими же или любой более точной степени, чем нормы плавности, или иногда на одну степень грубее.
Таким образом, для средних и высокоскоростных передач (автомобильных, турбинных) степень точности по нормам плавности целесообразно назначить более точную, чем по нормам кинематической точности.
Для делительных, кинематических, отсчетных передач и механизмов целесообразно принимать одинаковые степени точности по нормам кинематической точности и плавности работы.
Для силовых (тяжелонагруженных) передач, работающих при малых и средних скоростях (шестеренные клети прокатных станов) степень точности по контакту должна быть точнее, чем по кинематической точности и по плавности.
Указанное комбинирование норм из разных степеней точности существенно и с точки зрения технологической, поскольку каждая отдельная операция улучшает качество колеса только лишь в отношении показателей одной нормы, а не всех трех норм точности вместе.
Боковой зазор. Вид сопряжения
Теоретически эвольвентные зубчатые зацепления являются двухпрофильными (в контакте оба профиля зуба).
Практически такие зацепления неработоспособны из-за наличия:
- погрешности изготовления и ошибок монтажа;
- температурных деформаций;
- изгиба зубьев под нагрузкой;
- из-за отсутствия смазки между сопряженными поверхностями.
Таким образом, работоспособным является однопрофильное зацепление, в котором передача вращения осуществляется парой сопряженных профилей, а другая пара профилей образует боковой зазор, необходимый для компенсации выше указанных погрешностей.
Боковой зазор jn обеспечивает небольшой люфт (поворот) зубчатого колеса в передаче при заторможенном или неподвижном втором колесе.
Боковой зазор измеряется вдоль линии зацепления между касательными к нерабочим профилям зубьев в сечении, перпендикулярном к направлению зубьев, и в плоскости, касательной к основным цилиндрам.
Для нормальной работы боковой зазор в передаче должен быть не меньше установленного гарантированного зазора jnmin и не больше наибольшего допустимого зазора.
Требования к боковому зазору между нерабочими профилями зубьев в собранной передаче, объединенные в норму бокового зазора, назначают дополнительно независимо от точности изготовления передач и колес.
Величина бокового зазора является характеристикой вида сопряжения.
Стандартом предусматривается шесть видов сопряжения и восемь видов допусков бокового зазора для зубчатых передач с модулем свыше 1 мм. Выбор вида сопряжения не зависит от степени точности зубчатого колеса, а зависит от межосевого расстояния, скорости вращения, и температурного режима работы передачи.
Для нерегулируемых передач с модулем св. 1 мм установлены шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрами I, II, III, IV, V, VI.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния.
Например, для передач с модулем св.1 мм сопряжения H и E обеспечиваются при II классе, а сопряжения D , C , B и A - соответственно при III, IV, V и VI классах соответственно.
Для гарантированного бокового зазора jnmin по ГОСТ 1643 установлены ряды значений, зависящие от вида сопряжения и равные допускам ( ITq ) определенных квалитетов по ГОСТ 25346 на соответствующее межосевое расстояние передачи.
Величина необходимого бокового зазора, соответствующая температурной компенсации, определяется по формуле:
где a – межосевое расстояние передачи, a = m( z1 + z2)/2 , мм;
α1 и α2 - коэффициенты линейного расширения для материала соответственно зубчатых колес и корпуса;
t1 и t2 – предельные температуры, для которых рассчитывается боковой зазор, соответственно зубчатых колес и корпуса.
Величина бокового зазора, обеспечивающая нормальные условия смазки, зависит от окружной скорости и способа подачи смазки. Ориентировочно ее можно определить в зависимости от модуля:
- для тихоходных передач: jnmin II = 0,01 m (до 0,2 м/с) ;
- среднескоростных: jnmin II = 0,02 m (до 10 м/с) ;
- высокоскоростных: jnmin II = 0,03 m (до 16 м/с) .
Тогда необходимый гарантированный боковой зазор рассчитывается как сумма двух слагаемых:
jnmin = jn I + jn II .
Наибольший боковой зазор не ограничивается стандартом. Это вызвано тем, что боковой зазор является замыкающим звеном размерной цепи, в которой допусками ограничены отклонения всех составляющих размеров (межосевое расстояние и смещение исходных контуров на шестерне и колесе, непараллельность и перекос осей), поэтому величина наибольшего зазора не может превзойти значения, получающегося при определенном сочетании составляющих размеров.
Кинематическая точность
Допуск кинематической погрешности зубчатого колеса за оборот зубчатого колеса. является комплексным параметром. Наибольшая кинематическая погрешность F’ir - разность между действительным и номинальным расчетным углами поворота зубчатого колеса на рабочей оси, ведомого измерительным (образцовым) зубчатым колесом в пределах одного поворота (измеряется на приборах для однопрофильного зацепления).
Кинематическая погрешность может рассматриваться как результат одновременного действия двух составляющих погрешностей: радиальной и тангенциальной (касательной). Радиальная составляющая является следствием эксцентриситета заготовки относительно оси вращения стола зуборезного станка, радиального биения стола, и зуборезного инструмента.
Тангенциальная составляющая является следствием погрешностей зуборезного станка, ведущих к нарушению равномерности обката инструмента и изделия а, особенно, кинематических погрешностей конечного звена кинематической цепи привода вращения стола (конечного делительного колеса, червячной пары и т.п.), которые целиком переносятся на обрабатываемое колесо.
Под номинальным положением исходного контура понимают положение исходного контура на зубчатом колесе, лишенном погрешностей, при котором номинальная толщина зуба соответствует плотному двухпрофильному зацеплению.
Плавность работы цилиндрических колес
Нормы плавности являются доминирующими для скоростных передач. Далее рассмотрим некоторые нормы плавности работы.
f'i - допуск на колебание измерительного межосевого расстояния на одном зубе.
Колебание измерительного межосевого расстояния на одном зубе fir ”– разность между наибольшим и наименьшим действительными расстояниями при двухпрофильном зацеплении измерительного зубчатого колеса с контролируемым колесом при повороте последнего на один угловой шаг.
Контролируется при повороте на один шаг в беззазорном зацеплении. Контроль осуществляется на межцентромерах.
fpb – допуск на отклонение шага зацепления (или основного нормального шага). Отклонение шага зацепления fpbr - разность между действительным и номинальным шагами зацепления. Отклонение шага зацепления ограничивается верхним +fpb и нижним -fpb предельными отклонениями.
Измеряют на шагомере в направлении, перпендикулярном направлению зубьев.
fpt – допуск на отклонение торцового (окружного) шага. Он ограничивает fptr - кинематическую погрешность зубчатого колеса при его повороте на один номинальный угловой шаг (измеряется на шагомерах).
ff – допуск на погрешность профиля зуба. Погрешность профиля зуба ffr определяется с помощью эвольвентомера.
Это расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба (т.е. эвольвентами), между которыми размещается активный действительный торцовый профиль зуба зубчатого колеса.
Под действительным торцовым профилем зуба понимают линию пересечения действительной боковой поверхности зуба колеса в плоскости, перпендикулярной его рабочей оси.
Нормы контакта зубьев в передаче
Долговечность и износостойкость зубчатых передач зависит от полноты контакта сопряженных боковых поверхностей зубьев колеса. Для обеспечения требуемой полноты контакта в передаче установлены наименьшие размеры суммарного пятна контакта.
Суммарное пятно контакта – часть активной боковой поверхности зуба колеса, на которой располагаются следы прилегания его к зубьям парного колеса после вращения под нагрузкой собранной пары при непрерывном контакте зубьев обоих колес.
Оно определяется относительными размерами в процентах:
- по длине: (b/B)×100% ,
где b – расстояние между крайними точками следов прилегания за вычетом разрывов; B – длина зуба (ширина венца);
- по высоте: (a/hp)×100% ,
где a – средняя высота следов прилегания; hp – высота активной боковой поверхности зуба.
Fβ - допуск направления зуба - другой показатель полноты контакта.
Погрешность направления зуба Fβr – это расстояние между двумя, ближайшими друг к другу номинальными делительными линиями зуба торцовых сечений, между которыми заключена действительная делительная линия зуба в пределах рабочей ширины зубчатого колеса. Измеряется на ходомерах.
Действительная делительная линия зуба – это линия пересечения действительной боковой поверхности зуба зубчатого колеса делительным цилиндром, ось которого совпадает с рабочей осью колеса.
Полнота контакта зубьев в передачах с нерегулируемым расположением осей оценивается показателями fx , fy , (непараллельность осей, перекос осей).
Отклонение от параллельности осей fxr - отклонение от параллельности проекций рабочих осей зубчатых колес в передаче на плоскость, в которой лежит одна из осей и точка второй оси в средней плоскости передачи, т.е. в плоскости, проходящей через середину рабочей ширины зубчатого венца. Оно определяется в торцовой плоскости в линейных единицах на длине, равной рабочей ширине зубчатого венца.
Перекос осей fyr - отклонение от параллельности проекции рабочих осей зубчатых колес в передаче на плоскость, параллельную одной из осей, и перпендикулярную плоскость, в которой лежит эта ось и точка пересечения второй оси со средней плоскостью передачи.
| № | Нормируемые показатели точности или комплексы | Обозначение | Степени точности |
| Зубчатые колеса | |||
| Местная кинематическая погрешность колеса | 3 – 8 | ||
| Циклическая погрешность зубцовой частоты колеса | fzzr | 3 – 8 | |
| Циклическая погрешность зубчатого колеса | fzkr | 3 – 8 |
Окончание табл. 22
| № | Нормируемые показатели точности или комплексы | Обозначение | Степени точности |
| Отклонение шага зацепления и погрешность профиля зуба | fpbr ffr | 3 – 8 | |
| Отклонение шага зацепления и отклонение шага | fpbr fptr | 3 – 8 | |
| Колебание измерительного межосевого расстояния на одном зубе | 5 – 12 | ||
| Отклонение шага зацепления | fpbr | 9 – 12 | |
| Отклонение шага | fptr | 9 – 12 | |
| Зубчатые передачи | |||
| Местная кинематическая погрешность и циклическая погрешность зубцовой частоты передачи | fzzor | 3 – 8 | |
| Циклическая погрешность передачи | fzkor | 3 – 8 |
Местная кинематическая погрешность зубчатого колесаf / ir определяется наибольшей разностью между местными соседними экстремальными (минимальными и максимальными) значениями кинематической погрешности зубчатого колеса за полный оборот (рис. 9.5).
Рис. 9.5. Местная кинематическая погрешность
Циклическая погрешность зубчатого колеса fzkr – это удвоенная амплитуда гармонической составляющей кинематической погрешности зубчатого колеса FК.П.К. (рис. 9.6). Нормируется в зависимости от частоты циклов. Допуск на циклическую погрешность зубчатого колеса определяется по формуле: , где kц - частота циклов за один оборот зубчатого колеса; Fr - допуск на радиальное биение зубчатого венца той же степени точности что и fzk.
Рис. 9.6. Гармонические составляющие кинематической погрешности
Циклическая погрешность зубцовой частоты колеса fzzr – это циклическая погрешность колеса при зацеплении с измерительным колесом с частотой повторений, равной частоте входа зубьев в зацепление. У прямозубых колес зубцовая частота равна количеству зубьев, у косозубых и шевронных она зависит от коэффициента осевого перекрытия.
Погрешности fzkr и fzzr являются результатом гармонического анализа спектра кинематической погрешности колеса.
Отклонение шага fPtr – это дискретное значение кинематической погрешности зубчатого колеса при его повороте на один номинальный угловой шаг.
Отклонение шага зацепления fPbr – это разность между действительным Рд и номинальным Рн шагами зацепления (рис. 9.7,а). Действительный шаг зацепления равен кратчайшему расстоянию между двумя параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса. Его определяют в сечении, перпендикулярном к направлению зубьев в плоскости, касательной к основному цилиндру. Предельное отклонение шагов зацепления колес определяют из соотношения: ôfPbô = ôfPtôcosa = 0.94fPt.
Рис. 9.7. Погрешности шага и профиля зубьев
Погрешность профиля зуба ffr – это расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба, между которыми размещается действительный торцовый активный профиль зуба колеса (рис. 9.7,б). Предельная погрешность профиля зуба регламентируется допуском ff. Под действительным торцовым профилем зуба понимается линия пересечения действительной боковой поверхности зуба зубчатого колеса в плоскости, перпендикулярной его рабочей оси.
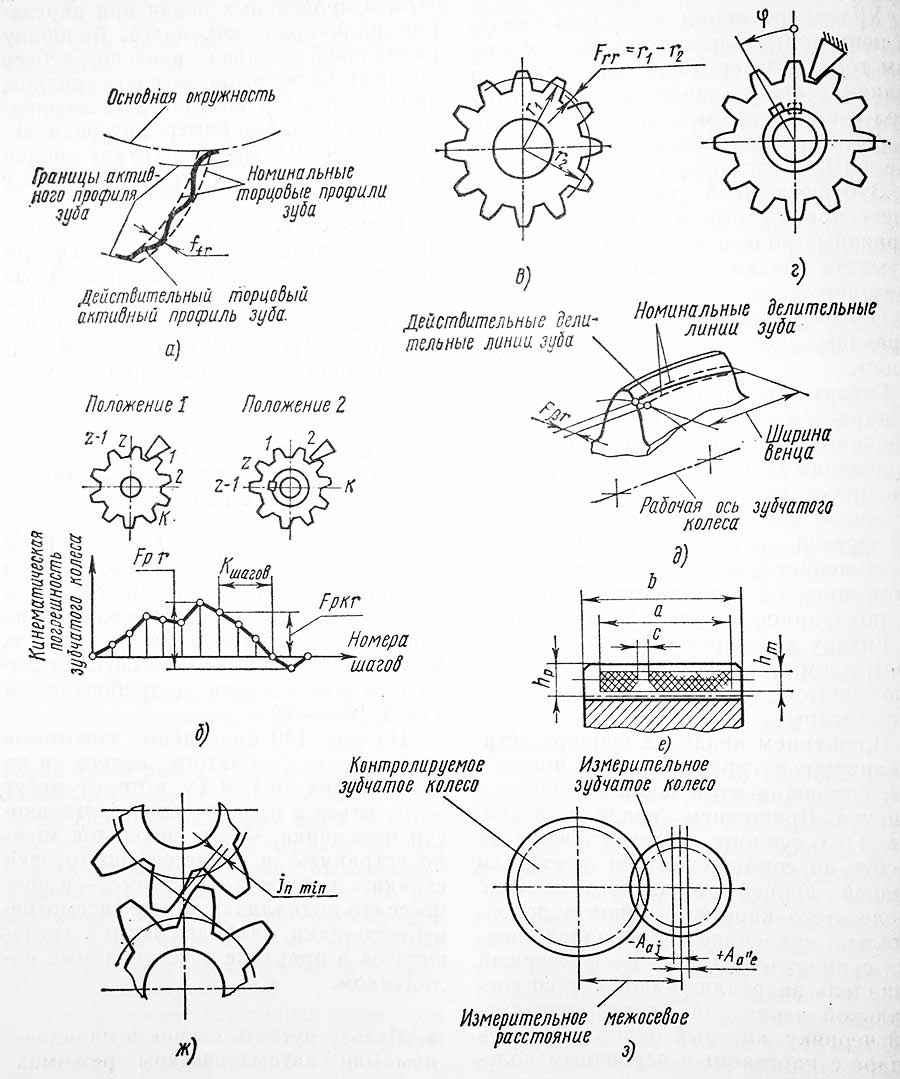
Рис. 140. Погрешности и элементы зубчатого колеса: а — профиля зуба, б — накопленная погрешность шага, в —радиальное биение зубчатого венца, г — отклонение шага, 6 — направления зуба, е — пятно контакта, ж — гарантированный боковой зазор, з — измерительное межосевое расстояние
Отклонение от нормальной работы станка, а также любые неточности в установке детали, инструмента, гитар и др. в конечном счете отражаются на качестве нарезаемого зубчатого колеса. Контроль зубчатого венца осуществляется в соответствии с требованиями ГОСТ 1643—72. На рис. 140 приведены некоторые погрешности зубчатого колеса и их обозначения по ГОСТу, которые могут встретиться в практической деятельности наладчика. Часть неполадок можно устранить в процессе подготовки станка к работе, а некоторые — в процессе его подналадки. Ниже рассмотрены неполадки, наиболее часто встречающиеся в практике и устраняемые наладчиком.
1. Нельзя пустить станок в наладочном или автоматическом режимах
Возможные причины: неправильная регулировка реле давления, выключение тепловых реле электродвигателей и включение аварийных конечных выключателей. Для устранения этих неисправностей необходимо в первую очередь проверить давление в гидросистеме станка (должно быть 18. 20 кгс/см2). При падении давления до 14 кгс/см2 реле давления отключает станок. Затем нужно проверить состояние тепловых реле в электрошкафу станка. При перегреве электродвигателей толкатель его теплового реле будет выдвинут до появления красной метки. После возврата толкателя в рабочее утопленное положение необходимо разобраться в причинах, приведших к перегреву электродвигателя. Такими причинами могут быть завышенные режимы обработки или заедание какого-нибудь рабочего органа станка. Если после проверки давления и тепловых реле станок не запускается, то следует проверить, не включены ли аварийные конечные выключатели хода суппорта. Для устранения этой причины упор, включающий конечник, отодвигают от него и включают обратный ход. Затем аварийный упор возвращают в прежнее рабочее положение.
2. Движение фрезерного суппорта во время осевой передвижки фрезы происходит рывками
Причиной этому может быть потеря давления в системе гидравлического зажима суппорта, в результате чего суппорт во время передвижки фрезы не отжимается и электродвигателю приходится преодолевать силы трения зажатого суппорта. Подобное явление, но в меньшей мере, может происходить при отсутствии смазки в направляющих суппорта. Для устранения этой неполадки в работе станка необходимо обеспечить гидравлический отжим суппорта поднятием давления в системе до требуемого уровня, а также наладить поступление смазки на направляющие.
3. При нарезании прямозубого колеса зуб не параллелен оси заготовки
Такое явление может быть при неточной настройке гитары деления, когда сменные зубчатые колеса, близкие по числам зубьев, установлены не на свои места. Причиной непараллельности зуба оси колеса также может быть незакрепление ведомого вала гитары дифференциала винтом, находящимся в опоре гитары. При этом под воздействием момента сил вращающихся колес дифференциала его корпус доворачивает заготовку в какую-нибудь одну сторону. Кроме указанных причин, такое же действие на заготовку оказывает ненадежное ее закрепление, особенно при использовании гидрозажима. Для устранения неполадки необходимо завернуть до упора винт, стопорящий ведомый вал гитары дифференциала, проверить настройку гитары деления и увеличить зажим заготовки.
4. При нарезании косозубого колеса происходит срезание зубьев
Срезание происходит, когда доворот заготовки от дифференциала для образования требуемого угла наклона зуба происходит в сторону, противоположную той, на которую повернут суппорт с фрезой. Для устранения этой неполадки необходимо проверить правильность настройки сменных зубчатых колес гитары дифференциала с учетом направления витков фрезы и направления нарезаемого зуба. Если фреза по отношению заготовки установлена правильно, то в сменные колеса гитары дифференциала нужно установить паразитное колесо для изменения направления доворота заготовки. Правильность настройки гитары можно проверить по эскизам, находящимся в руководстве по эксплуатации станка.
5. Большая погрешность нарезаемых колес по разности окружных шагов зубьев
Причины этой погрешности могут заключаться в погрешности кинематической цепи деления, неточной установке червячной фрезы, радиальном и торцовом биении заготовки и опорных поверхностей установочного приспособления, а также в биении центров стола и контр поддержки при нарезании колеса с установкой оправки в центрах. Устранение этих неполадок сводится к следующему. Проверяется зацепление сменных колес гитары деления. Ошибку окружного шага может вызвать как полное отсутствие зазора между зубьями сменных колес, так и слишком большой зазор. Проверка производится покачиванием колеса рукой. После этого проверяются посадочные места приспособления для крепления заготовки, а также базовые поверхности самой заготовки с замером их биений. Фактические величины биений не должны превышать допускаемых для данной степени точности нарезаемых зубчатых колес. Если на опорных торцах обнаружены забоины, то их нужно устранить шабровкой и зачистить оселком. При обнаружении радиального и торцового биения фрезы необходимо проверить состояние прилегаемых поверхностей и снова собрать оправку с фрезой. При необходимости можно установить фрезу более высокого класса точности.
6. Большая накопленная погрешность окружных шагов нарезаемых колес
К этой погрешности приводят те же причины, которые влияют на погрешность окружного шага, т. е. неправильное положение заготовки в установочном приспособлении, неправильное зацепление сменных зубчатых колес гитары деления, биение червячной фрезы, биение центров стола и котрподдержки. При исправлении этой погрешности особое внимание необходимо обратить на правильность установки заготовки. Надо устранить зазор между оправкой и посадочным отверстием заготовки, устранить биение оправки и самой заготовки, устранить отжим детали ведущим хомутиком при работе в центрах. При контроле точности нарезаемого колеса устанавливать его на прибор следует на ту же поверхность, на которой обрабатывались зубья.
7. Большая погрешность профиля зуба
Вероятными причинами появления погрешности профиля зуба является плохое качество фрезы (отклонение угла профиля зубьев, неточность шага витка, отклонение хода винтовых канавок, нерадиальность передней поверхности зубьев, неточность посадочного отверстия и торцов и т. д.), недостаточность нарезанной части фрезы, радиальное биение фрезы, биение заготовки, прогиб и отжим крепежного приспособления, погрешности делительной цепи станка, проявляющиеся несколько раз за время обкатки одного зуба. Для устранения причин, связанных с погрешностью инструмента, целесообразно заменить червячную фрезу, предварительно проверив ее точностные параметры. При установке фрезы на оправку следует тщательно выставить ее по радиальному и торцовому биению и надежно закрепить в шпинделе. Затем следует проверить, надежно ли закреплено установочное приспособление на планшайбе стола и не происходит ли заклинивания сменных зубчатых колес гитары деления.
8. Отклонение направления зубьев симметричное по обеим сторонам, так называемая конусность зубьев
Основной причиной этой погрешности является непараллельность движения фрезерного суппорта относительно оси вращения колеса в продольной плоскости станка. Такой характер отклонения направления зуба может быть и при интенсивном износе режущих кромок фрезы за время нарезания одного колеса. Непараллельность движения суппорта устраняется при отладке станка на соответствие геометрическим нормам точности. При интенсивном износе режущих кромок фрезы необходимо работать с уменьшенными режимами резания, исключающими появление вибраций н чрезмерного нагрева заготовки и фрезы.
9. Дробленая поверхность и следы вибрации на нарезаемых зубьях
Причиной дробления могут быть большие зазоры в заднем подшипнике, поддерживающем оправку с фрезой, и в переднем подшипнике шпинделя, большое расстояние между опорами оправки при малом ее диаметре, недостаточно жесткое крепление заготовки, малое число зубьев фрезы, отсутствие смазки в суппорте или столе. Для устранения указанных причин необходимо зазоры в подшипниковых опорах шпинделя и оправки всегда поддерживать на требуемом уровне, для чего периодически подтягивать гайкой передний подшипник скольжения у шпинделя, а при недопустимом износе втулки, поддерживающей опоры заменить ее. При появлении на поверхности зубьев дробления необходимо установить заготовку на более жесткое приспособление (с приближением опорном поверхности к нарезаемому венцу), а поддерживающий подшипник фрезерной оправки приблизить к шпинделю, удалив для этого с оправки промежуточные кольца. Для чистовой обработки фрезу следует выбирать с возможно большим числом зубьев.
10. Большая шероховатость поверхности зубьев колеса
Причины погрешности заключаются в плохой заточке фрезы, большом биении фрезы, нежесткости крепления фрезы и заготовки, загрязнении и неправильном выборе СОЖ большой продольной подаче. Для уменьшения шероховатости обрабатываемой поверхности необходимо сменить затупленную фрезу. Если эта мера не окажет своего действия, то нужно устранить нежесткость крепления фрезы и заготовки (как было описано выше) и сменить загрязненную СОЖ. Последней мерой является уменьшение величины продольной подачи, хотя это и снижает производительность обработки.
Эвольвентным зубчатым колесом называют звено зубчатого механизма, снабженное замкнутой системой зубьев. При проектировании зубчатого колеса вначале нужно определить его число зубьев z , а затем определить параметры зубьев. Для этого нужно произвольную окружность колеса r y разделить на z частей, каждая из которых называется окружным шагом p y .
где m y = p y / p = d y / z - модуль зацепления по окружности произвольного радиуса.
Модулем зацепления называется линейная величина в p раз меньшая окружного шага или отношение шага по любой концентрической окружности зубчатого колеса к p . В зависимости от окружности по которой определен модуль различают делительный, основной, начальный. Для косозубых колес еще и нормальный, торцевой и осевой модули. В ряде стран используется величина обратная модулю, которая называется питчем. Питч (диаметральный) - число зубьев колеса, приходящееся на дюйм диаметра. Исходя из этого модуль можно определить как число милиметров диаметра, приходящееся на один зуб. На колесе можно провести бесчисленное число окружностей на каждой из которых будет свой модуль. Для ограничения этого числа ГОСТом введен стандартный ряд модулей. Стандартной модуль определяется по окружности называемой делительной. Точнее делительной называется такая окружность зубчатого колеса, на которой модуль и шаг принимают стандартное значение. Окружным шагом или шагом называется расстояние по дуге окружности между одноименными точками профилей соседних зубьев (под одноименными понимаются правые или левые профили зуба). Угловой шаг t - центральный угол соответствующий дуге p - окружному шагу по делительной окружности.
Примечание: Согласно ГОСТ основные элементы зубчатого колеса обозначаются по следующим правилам: линейные величины - строчными буквами латинского алфавита, угловые - греческими буками; установлены индексы для величин :
по окружностям: делительной - без индекса, вершин - a , впадин - f , основная - b , начальная - w , нижних точек активных профилей колес - p , граничных точек - l ;
по сечениям: нормальное сечение - n , торцевое сечение - t , осевое сечение - x ;
относящихся к зуборезному инструменту - 0 .
Для параметров зубчатого колеса справедливы следующие соотношения
- диаметр окружности произвольного радиуса,
- диаметр делительной окружности,
- шаг по окружности произвольного радиуса,
- шаг по делительной окружности,
где a - угол профиля на делительной окружности,
a y - угол профиля на окружности произвольного радиуса.
Углом профиля называется острый угол между касательной к профилю в данной точки и радиусом - вектором, проведенным в данную точку из центра колеса.
Шаг колеса делится на толщину зуба s y и ширину впадины e y . Толщина зуба s y - расстояние по дуге окружности r y между разноименными точками профилей зуба. Ширина впадины e y - расстояние по дуге окружности r y между разноименными точками профилей соседних зубьев.
На основной окружности a b => 0 и cos a b => 1 , тогда
В зависимости от соотношения между толщиной зуба и шириной впадины на делительной окружности зубчатые колеса делятся на:
нулевые s = e = p * m / 2 , D = 0;
положительные s > e , => D > 0;
отрицательные s D D - коэффициент изменения толщины зуба (отношение приращения толщины зуба к модулю). Тогда толщину зуба по делительной окружности можно записать
Более подробно познакомиться с основными определениями и расчетными зависимостями можно в литературе [ 11.1 ] и в ГОСТ 16530-83.
Толщина зуба колеса по окружности произвольного радиуса .
Толщина зуба по дуге делительной окружности
Угловая толщина зуба по окружности произвольного радиуса из схемы на рис. 12.2
Подставляя в формулу угловой толщины эти зависимости, получим
Методы изготовления эвольвентных зубчатых колес .
Существует множество вариантов изготовления зубчатых колес. В их основу положены два принципиально отличных метода:
метод копирования, при котором рабочие кромки инструмента по форме соответствуют обрабатываемой поверхности ( конгруентны ей, т. е. заполняют эту поверхность как отливка заполняет форму );
метод огибания, при котором инструмент и заготовка за счет кинематической цепи станка выполняют два движения - резания и огибания (под огибанием понимается такое относительное движение заготовки и инструмента , которое соответствует станочному зацеплению , т. е. зацеплению инструмента и заготовки с требуемым законом изменения передаточного отношения).
Из вариантов изготовления по способу копирования можно отметить:
Нарезание зубчатого колеса профилированной дисковой или пальцевой фрезой (проекция режущих кромок которой соответствует конфигурации впадин). При этом методе резание производится в следующем прядке: прорезается впадина первого зуба, затем заготовка с помощью делительного устройства (делительной головки) поворачивается на угловой шаг и прорезается следующая впадина. Операции повторяются пока не будут прорезаны все впадины. Производительность данного способа низкая, точность и качество поверхности невысокие.
Отливка зубчатого колеса в форму. При этом внутренняя поверхность литейной формы конгруентна наружной поверхности зубчатого колеса. Производительность и точность метода высокая, однако при этом нельзя получить высокой прочности и твердости зубьев.
Из вариантов изготовления по способу огибания наибольшее распространение имеют:
Обработка на зубофрезерных или зубодолбежных станках червячными фрезами или долбяками. Производительность достаточно высокая, точность изготовления и чистота поверхностей средняя. Можно обрабатывать колеса из материалов с невысокой твердостью поверхности.
Накатка зубьев с помощью специального профилированного инструмента. Обеспечивает высокую производительность и хорошую чистоту поверхности. Применяется для пластичных материалов, обычно на этапах черновой обработки. Недостаток метода образование наклепанного поверхностного слоя, который после окончания обработки изменяет свои размеры.
Обработка на зубошлифовальных станках дисковыми кругами. Применяемся как окончательная операция после зубонарезания (или накатки зубьев) и термической обработки. Обеспечивает высокую точность и чистоту поверхности. Применяется для материалов с высокой поверхностной прочностью.
Понятие о исходном, исходном производящем и производящем контурах .
Для сокращения номенклатуры режущего инструмента стандарт устанавливает нормативный ряд модулей и определенные соотношения между размерами элементов зуба. Эти соотношения определяются:
для зубчатых колес определяются параметрами исходной рейки через параметры ее нормального сечения - исходный контур;
для зубчатого инструмента определяются параметрами исходной производящей рейки через параметры ее нормального сечения - исходный производящий контур.
По ГОСТ 13755-81 значения параметров исходного контура должны быть следующими:
угол главного профиля a = 20 ° ;
коэффициент высоты зуба h * a = 1 ;
коэффициент высоты ножки h * f = 1.25 ;
коэффициент граничной высоты h * l = 2 ;
коэффициент радиуса кривизны переходной кривой r * f =с * /(1-sin a )= 0.38 ;
коэффициент радиального зазора в паре исходных контуров с * = 0.25.
Исходный производящий контур отличается от исходного высотой зуба h 0 = 2.5m.
Исходный и исходный производящий контуры образуют между собой конруентную пару (рис. 12.3), т.е. один заполняет другой как отливка заполняет заготовку (с радиальным зазором с * Ч m в зоне прямой вершин зуба исходной рейки). Принципиальное отличие этих контуров в том, что исходный контур положен в основу стандартизации зубчатых колес, а исходный производящий - в основу стандартизации зуборезного инструмента. Оба эти контура необходимо отличать от производящего контура - проекции режущих кромок инструмента на плоскость перпендикулярную оси заготовки.
Станочное зацепление .
Станочным зацеплением называется зацепление, образованное заготовкой колеса и инструментом, при изготовлении зубчатого колеса на зубообрабатывающем оборудовании по способу обката. Схема станочного зацепления колеса и инструмента с производящим контуром, совпадающим с исходным производящим контуром, изображена на рис. 12.4.
Линия станочного зацепления - геометрическое место точек контакта эвольвентной части профиля инструмента и эвольвентной части профиля зуба в неподвижной системе координат.
Смещение исходного производящего контура x*m - кратчайшее расстояние между делительной окружностью заготовки и делительной прямой исходного производящего контура.
Уравнительное смещение D y*m - условная расчетная величина, введенная в расчет геометрии зацепления с целью обеспечения стандартного радиального зазора в зацеплении (величина, выражающая в долях модуля уменьшение радиуса окружностей вершин колес, необходимое для обеспечения стандартной величины радиального зазора).
Окружность граничных точек r l - окружность проходящая через точки сопряжения эвольвентной части профиля зуба с переходной кривой.
Основные размеры зубчатого колеса .
Определим основные размеры эвольвентного зубчатого колеса, используя схему станочного зацепления (рис. 12.4).
Радиус окружности вершин
Радиус окружности впадин
Толщина зуба по делительной окружности.
Так как стночно-начальная прямая перекатывается в процессе огибания по делительной окружности без скольжения, то дуга s-s по делительной окружности колеса равна ширине впадины e-e по станочно-начальной прямой инструмента. Тогда, c учетом схемы на рис. 12.5, можно записать
Виды зубчатых колес (Классификация по величине смещения) .
В зависимости от расположения исходного производящего контура относительно заготовки зубчатого колеса, зубчатые колеса делятся на нулевые или без смещения, положительные или с положительным смещением, отрицательные или с отрицательным смещением.
Подрезание и заострение зубчатого колеса .
Если при нарезании зубчатого колеса увеличивать смещение, то основная и делительная окружность не изменяют своего размера, а окружности вершин и впадин увеличиваются. При этом участок эвольвенты, который используется для профиля зуба, увеличивает свой радиус кривизны и профильный угол. Толщина зуба по делительной окружности увеличивается , а по окружности вершин уменьшается.
На рис. 12.7 изображены два эвольвентных зуба для которых
Для термобработанных зубчатых колес с высокой поверхностной прочностью зуба заострение вершины зуба является нежелательным. Термообработка зубьев (азотирова-ние, цементация, цианирование), обеспечивающая высо Рис. 12.7 кую поверхностную прочность и твердость зубьев при сохранении вязкой серцевины, осуществляется за счет насыщения поверхностных слоев углеродом. Вершины зубьев, как выступающие элементы колеса, насыщаются углеродом больше. Поэтому после закалки они становятся более твердыми и хрупкими. У заостренных зубьев появляется склонность к скалыванию зубьев на вершинах. Поэтому рекомендуется при изготовлении не допускать толщин зубьев меньших некоторых допустимых значений. То есть заостренным считается зуб у которого
При этом удобнее пользоваться относительными величинами [s a /m ]. Обычно принимают следующие допустимые значения
улучшение, нормализация [s a /m ] = 0.2;
цианирование, азотирование [s a /m ] = 0.25. 0.3;
цементация [s a /m ] = 0.35. 0.4.
Подрезание эвольвентных зубьев в станочном зацеплении
В процессе формирования эвольвентного зуба по способу огибания, в зависимости от взаимного расположения инструмента и заготовки возможно срезание эвольвентной части профиля зуба той частью профиля инструмента, которая формирует переходную кривую. Условие при котором это возможно определяется из схемы станочного зацепления. Участок линии зацепления, соответствующий эвольвентному зацеплению определяется отрезком B 1 . где точка B l определяется пересечением линии станочного зацепления и прямой граничных точек инструмента. Если точка B l располагается ниже (см. рис.12.8) точки N , то возникает подрезание зуба. Условие при котором нет подрезания можно записать так
Читайте также: